



桥梁护栏性能四个主要评判标准



众英金属科技(菏泽市曹县分公司)是一家专注从事 【镀锌波形护栏】生产制造的企业,拥有良的生产设备,拥有高素质的职工队伍。公司主导产品为 【镀锌波形护栏】。公司产品畅销国内20多个省市自治区。本公司一直以质量求生存,以诚信求发展,客户需求是我们不懈的追求! 本公司坚持"团结,求精,,务实"的工作原则,本着"以质量求生存,以信誉求发展"的经营理念。


【缆索桥梁护栏】设计施工
国外缆索桥梁护栏分段长度一般规定不超过300m,这主要是考虑每卷索的长度及施加初张力,安装和修复等因素。由于我们采用了接地式端末立柱,立柱的受力条件得到改善,因此将分段长度设为500m(日本、美国通过试验认为,缆索在碰撞时大拉力长度为500m)。这样可大量减少中间端末立柱,工程造价也就随之降低。
缆索的价格较高,放缆后的零头长度一般小于200m就难以用上,每卷索一般重约2~3T,材料损耗一般在3%左右,为解决这个问题,我们设计了接索器。在实际使用中,每卷只需一个接索器即可同下一卷索连接,钢索基本上不浪费,同时还设计了防盗结构。
【缆索桥梁护栏】施工标准
1) 缆索性能、缆索直径、单丝直径、构造(3股7芯)、锚具及其镀锌质量应符合设计与施工规范的要求,缆索抗拉强度、镀锌质量须经抽检,合格后方可使用。
2) 张拉前应标定拉力测定计。
3) 立柱埋深不得小于设计值。采用挖埋法施工,立柱埋入土中时,回填土应分层(每层厚度不超过100mm)夯实;立柱埋入混凝土中时,基础混凝土的几何尺寸、强度等应符合设计要求。
4) 立柱壁厚、外径、长度不小于设计要求。
5) 采用打入法施工时,立柱顶部不应出现明显变形、倾斜、扭曲或卷边等现象。 【缆索桥梁护栏】安装技术要求



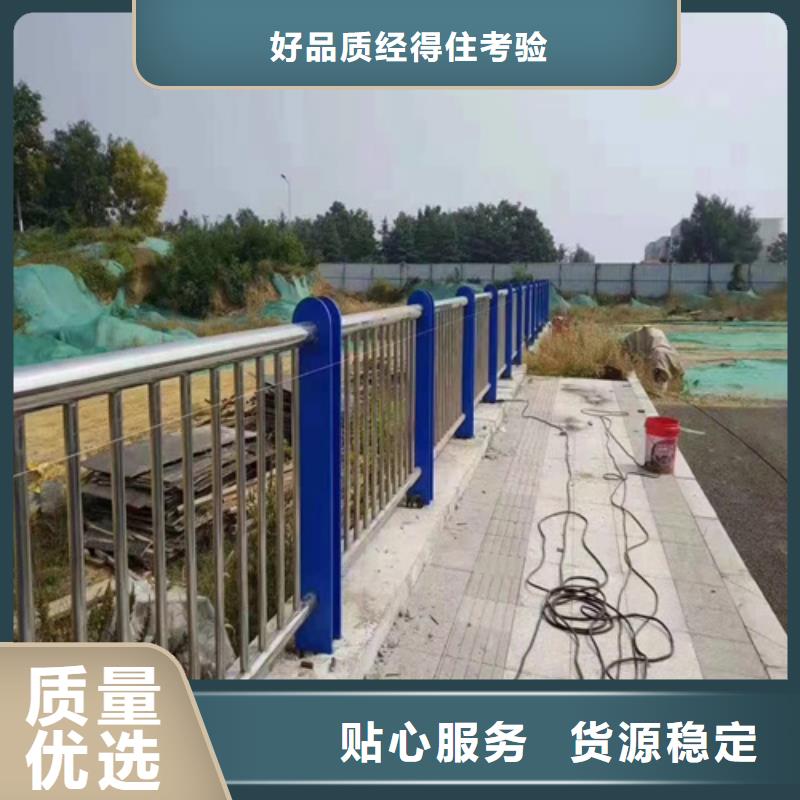
桥梁桥梁护栏应根据公路等级,综合考虑其性、协调性、需防护对象的特性,及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。栏杆强度应满足:车辆以80KM/H的速度,与栏杆成15度角发生碰撞,不落河。栏杆造型、色调与周围环境协调,对重要桥梁宜作景观设计。当桥梁跨越快速路、城市轨道交通、快速干线、铁路干线等重要交通通道时,桥面人行道栏杆上应加设护网,护网高度不应小于2m,护网长度宜为下穿道路的宽度,并各向路外增加10m等等。桥梁栏杆要求采用无机复合型混凝土桥梁组合栏杆,每2米为一榀,分别由立柱、扶手、托梁、栏片等构件组成。立柱截面尺寸为120㎜*120㎜,高度分为1180㎜,和1080㎜(铁一院)两种;扶手顶宽100㎜,底宽106㎜,高100㎜;托梁顶宽100㎜,底宽110㎜,高100㎜;扶手、托梁与栏片连接表面设置栏片,安装插槽,插槽深度15㎜。满足栏片安装后,端部位于横梁内配置纵向钢筋的下部,同时插槽处箍筋加强,防止出现裂纹。扶手与立柱处连接,端部预留钢筋,立柱顶部设置扶手卡槽,卡槽深度110㎜,宽60㎜,同时柱顶预埋钢筋,外漏长度170㎜,扶手通过卡槽与立柱固定,并通过柱顶预埋钢筋连接两侧横梁及柱帽,钢筋埋入立柱深度满足锚固要求。立柱与桥梁遮板通过预埋钢板连接,立柱下采用预埋Q235钢板,厚10㎜,钢板与立柱主筋焊接,焊接采用手工电弧焊,所有外漏钢板采用锌铬涂层防护体系,进行防腐处理等等。



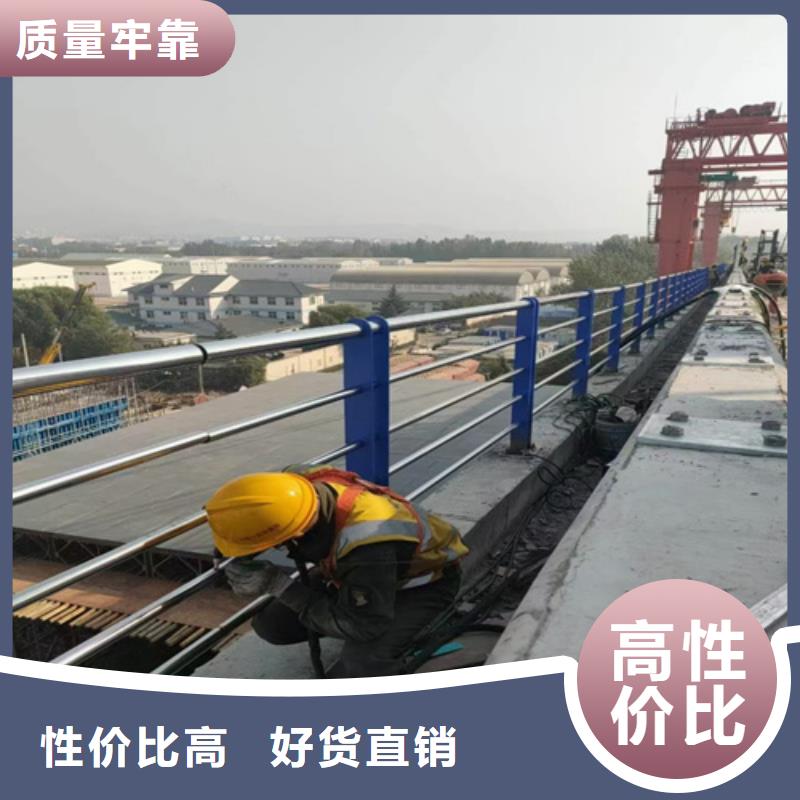
不锈钢桥梁护栏主要施工方法的六个关键注意事项:
