18762195566




更新时间:2026-01-31 11:14:47 ip归属地:洛阳,天气:晴,温度:-2-6 浏览次数:2 公司名称: 旺宇钢铁(洛阳市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 5600/吨 |
| 发货期限 | 2` |
| 供货总量 | 99999 |
| 运费说明 | 电议 |
| 小起订 | 0.1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 旺宇钢铁 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 黑色 |
| 质保时间 | 一年 |
| 外形尺寸 | 齐全 |
| 适用领域 | 工业 工程 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
| 产地 | 山东聊城 |
| 品牌 | 旺宇 |
| 规格 | 齐全 |
| 尺寸 | 定尺 |
| 范围 | 20号方矩管每日报价供应范围覆盖河南省、郑州市、开封市、洛阳市、焦作市、新乡市、平顶山市、鹤壁市、安阳市、濮阳市、许昌市、三门峡市、南阳市、漯河市、信阳市、周口市、驻马店市、商丘市 西工区、涧西区、吉利区、洛龙区、孟津区、新安县、栾川县、嵩县、汝阳县、宜阳县、洛宁县、伊川县、偃师区等区域。 |


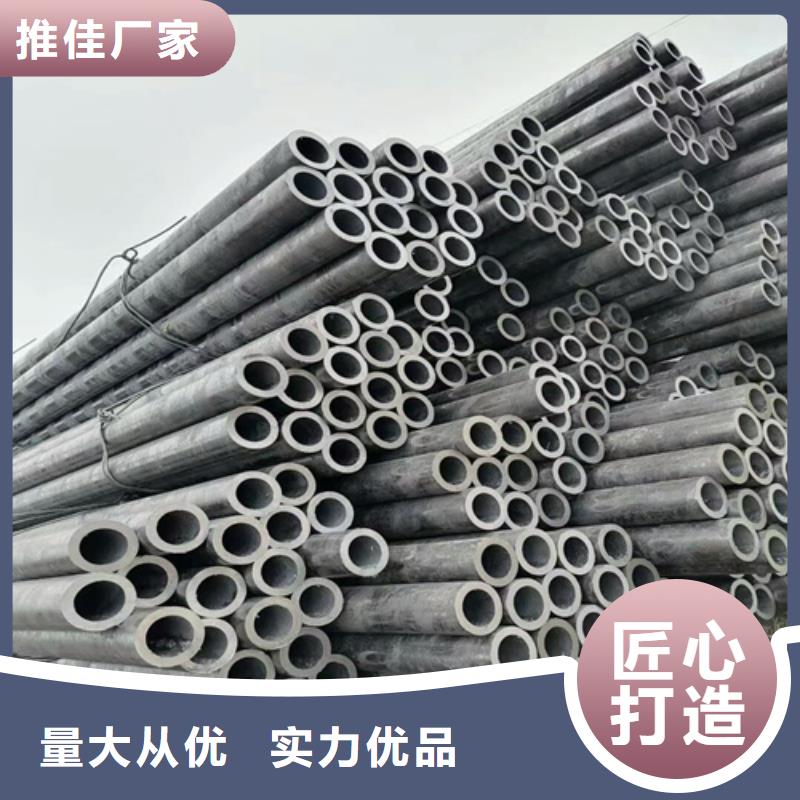






洛阳20号方矩管每日报价
无缝钢管钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。
①抗拉强度(σb)试样在拉伸过程中,在拉断时所承受的 力,除以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的 能力。
②屈服点(σs)具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。
洛阳20号方矩管每日报价
冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
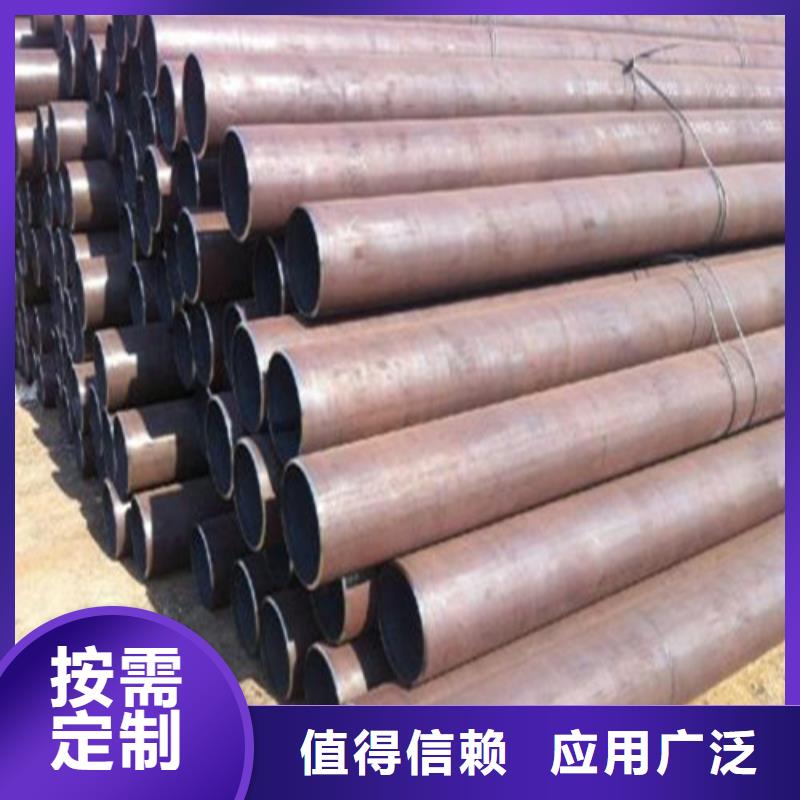
洛阳20号方矩管每日报价
常用标准:① GB/T 2102-2006 钢管的验收、包装、标志和质量证明书。② GB/T 17395-2008 无缝钢管尺寸、外形、重量及允许偏差。③ GB 5310-2008 高压锅炉用无缝钢管。④ GB 9948-2013 石油裂化用无缝钢管。GB/T8162-1999(结构用无缝钢管)。主要用于一般结构和机械结构。其代表材质(牌号):碳素钢20、45号钢;合金钢Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。GB/T8163-1999(输送流体用无缝钢管)。主要用于工程及大型设备上输送流体管道。代表材质(牌号)为20、Q345等。GB3087-1999(低中压锅炉用无缝钢管)。主要用于工业锅炉及生活锅炉输送低中压流体的管道。代表材质为10、20号钢。GB5310-1995(高压锅炉用无缝钢管)。主要用于电站及核电站锅炉上耐高温、高压的输送流体集箱及管道。代表材质为20G、12Cr1MoVG、15CrMoG等。GB5312-1999(船舶用碳钢和碳锰钢无缝钢管)。
洛阳20号方矩管每日报价
无缝钢管其中过热区组织由于焊接的温度在1100℃以上,奥氏体晶粒急剧长大,冷却后晶粒粗大,在一定的化学成分和冷速条件下还会形成硬而脆的晶相此外,由于温度梯度的存在也会产生焊接应力。其综合结果,焊缝区的综合机械性能比母材低。焊管物理无缝化就是通过焊缝热处理,达到应力、均化和细化组织、提高焊接热影响区综合机械性能的目的,而其根本目的是应力。焊管物理无缝化处理主要有两种方法:焊缝局部处理法和整体加热处理法。由于主要是焊缝热影响区有硬化现象、机械性能低下,所以我们首先应考虑对焊缝热影响区进行局部处理。
焊缝局部常化处理的方法是采用中频感应加热装置将焊缝热影响区加热至约927。9℃,然后空冷至538℃以下,随后水冷。对于直径较小的钢管,采用管坯整体加热方式处理,然后空冷或在带有可控气氛的冷却室中冷却。以上讲的是高频直缝焊管的无缝化技术。