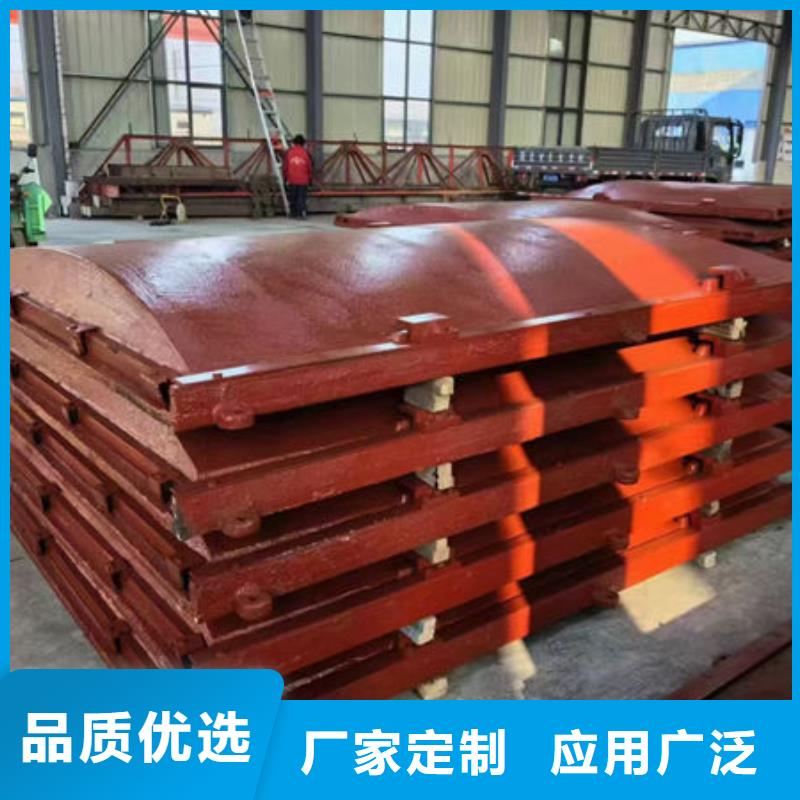
铸铁闸门双向止水闸门批发货源
更新时间: 2026-01-25 09:23:57 ip归属地:太原,天气:晴,温度:-13-0 浏览次数:3
导读 【拍门、启闭机、铸铁闸门】以匠心打造多元场景产品,涵盖
晋源泵站清污机、
迎泽电动一体式不锈钢闸门、
娄烦高扬程卷扬启闭机、
阳曲卷扬式启闭机等。
铸铁闸门双向止水闸门批发货源_
耀禹水利机械厂(太原市杏花岭区分公司),固定电话:
【13785833688】,移动电话:
【0318-6662277】,联系人:
张经理,冀州区西王镇工业区。 山西省,太原市,杏花岭区 区内府东府西街、解放路是太原金融、商贸的主要集聚地之一,驻有省政协、省军区、市委、市政府等省、市党政军,是太原市的政治中心。
想要更直观地感受铸铁闸门双向止水闸门批发货源产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:太原杏花岭铸铁闸门双向止水闸门批发货源的图文介绍


将启闭机中心与平台上的十字线相对应,用水平仪调平启闭机底板后与预 埋钢板点焊,将丝杆的下端与闸门吊耳就位,穿入销轴,复查丝杆的垂直度误差小于1/500mm,全长累计小于5mm,然后将启机底板与预预埋板焊固。 12. 将轴导架架体安装到位,与预套在丝杆的套管用螺栓紧固,注意轴导架管 与丝杆同心,尤其下部一个轴导架到闸门吊耳的距离应大于闸门口径。其余轴导架在闸门的启闭过程中不得与丝杆连接套相碰。 13. 将启闭机护罩就位,用螺栓紧固在启闭机顶部。 五、调试 1. 闸门调试工作需在二次灌浆完全凝固后方可进行。 2. 手动启闭机手动操作13个全行程,操作中应无卡阻现象,方可投入运行。 3. 电动启闭机在接电运行前,必须按所配套电动装置要求将行程限位开关和 过力矩保护开关正确接线后方可进行,打开电动装置外壳按下述顺序操作: a) 闸门处于全闭位置时(留有30~50mm余量),将关行程开关调整到位。 b) 手动打开闸门至全开位置(闸门较大时可接通电临时电源,点动至接近 全开到位,再手动操作到位),将开到位行程开关调整到位 c) 按电气原理图要求正确接线,上述操作请参照随机提供的阀门电动装置 说明书中的相关章节执行。 d) 电动操作1~3个全行程,观察运行情况,在闸门关到位、开到位时行 程限位装置应准确动作。 4. 在闸门操作过程中,注意门体应运行平缓关到位时应无左右倾斜、卡阻, 当出现左右倾斜或单侧卡阻现象时应调节闸门框两侧的斜楔压紧装置的位置,直至正常为止。 5. 上述调整结束后即可进行通水试验。 六、使用维护及注意事项 1. 使用前应在丝杆上涂沫适量钙基或铝基润滑脂,投入使用后,每3~6月检 查涂沫一次,使用频繁时,每月检查涂沫一次。 2. 电动启闭机采用0#板锂润滑脂或相应《阀门电动装置说明书》中要求的没 润滑脂,每年检查添加一次。 3. 手动启闭机(手轮式和手摇式)均为逆时针开闸门,顺时针关闭,操作时 应注意方向,闸门关到位后不得再用力操作,以防顶弯丝杆。 4. 电动启闭机在进行手动操作时,应将切换手柄扳至手动位置,手动完毕后 不得再将手柄扳回,电动时会自动切换。 5. 电动启闭机外壳进行接线调试工作不得在雨天进行,调整完毕后将外壳盖 好,并注意密封效果,开盖调试工作应即开即调,不得开盖后隔宿调试。 6. 电动启闭机均为短时工作制,连续调试时间不得太长。 7. 即使不常使用的闸门,建议至少每月运行一次。 8. 闸门安装后严禁在门体打开状态下进行二次灌浆。 9. 不得在闸门安装后沿未安装启闭机前进行通水试验。 10. 闸门安装时应注意承受的水压方向,单向闸承受的反向水压不得超过规定 值。 11. 闸门通常为铸铁或球墨铸铁制品,抗腐蚀能力较好,通常2~3年对其进行 一次防腐工作。当介质的腐蚀性较大时,应按具体情况确定防腐周期。



@门板与门框密封座的结合面,必须外来杂物和油污,将闸门全闭后放平。在门板上无外加荷载的情况下,用0.1mm的塞尺沿密封的结合面测量间隙,其值不大于0.1mm。 装配检验 将门板在门框内入座,作全启全闭往复移动,检查门板在全启全闭时的位置、楔紧面的楔紧状况和门板在导向槽内的间隙。用钢尺和塞尺等工具分别进行测量,其检验结果应符合规定。 渗漏试验 密封面应任何污物,不得在两密封面间涂抹油脂。将闸门全闭,使门框孔口向上,然后在门框孔口内逐淅注入清水,以水不溢出为限,其密封面的渗水量应不大于1.25L/min·m(密封长度)。 全压泄漏试验 订货单位需要进行本项实验时,可与制造厂协商。试验方法:可将闸门安装在试验池内或现场作全压灌水试验。采用计量器具(量筒、计时表等)检测密封面的泄漏量,其值应不大于1.25L/min·m(密封长度)。 出厂检验 每台产品须经制造厂质量检验部门按本标准检验,并签发产品质量检验合格证,方可出厂。

启闭机在出厂前已加足黄油,一般在使用一段时间后,要根据情况随 时加润滑油。 (3)启闭机的安装方法和一般机械相同,安装前一定要检查各部件是否良 好,螺栓有无松动与其有关技术数据是否相符。启闭机支架与基础布置平面接触面积要达90%以上,螺杆轴线要垂直于闸台上横梁水平面,并与闸板吊孔吻合,以免局部受力螺杆倾斜损坏机件。


主要部件材质: 门板 不锈钢 闸槽 不锈钢 密封条 橡胶 传动螺杆 45#钢 传动螺母 铜合金 门架 不锈钢 螺栓、螺母、垫圈 不锈钢 五、设备设计、制造、检验所遵循的标准目录: 该设备设计、制造、检验测试、验收标准、标志包装运输贮存及安装调试 过程所遵循ISO9001质量体系保证及有关通用标准,这些标准为国标(GB)部标(JB)或企标。这些通用标准目录省略,只提供专用标准如下: JB2932-86 水处理设备制造技术条件 GB5796-1986 梯形螺纹 GB12220-1989 通用阀门标志 GB12222-1989 多回转阀门驱动装 置的连接 GB12225-1989 通用阀门,铜合金铸铁技术条件 GB/T12252-1989 通用阀门 供货要求 ZB J16002-1987 阀门电动装置 技术条件 AWWAC501-87 美国水协标准 GBJ303-88 建筑电气安装工程质量检验评定标准 TJ305-75 建筑安装工程质量检验评定标准—通用机械设备安装工程 TJ306-77 建筑安装工程质量检验评定标准容器工程 TJ307-77 建筑安装工程质量检验评定标准—工业管道安装工程 GB50268-97 给水排水管道工程施工及验收规范 GB50235-97 工业金属管道工程施工及验收规范 GB50231-98 机械设备安装工程施工及验收通用规范 SZ-06-99 排水工程机电设备安装质量检验评定标准 GB50278-89 起重设备安装工程施工及验收规范
DL/T5018-94 钢闸门制造、安装及验收规范 GB/T13927-92 通用阀门压力试验 JB/ZQ4000.2-86 切削加工件通用技术条件 JB/ZQ4000.3-86 焊接件通用技术条件 JB/T5000.5-98 有色金属铸件通用技术条件 JB/ZQ4000.9-86 装配技术条件 JB/ZQ4000.10-86 涂装通用技术条件 JB/ZQ4286-86 包装技术通用技术条件 GB1220 不锈钢棒 GB3797-84 装有电子器件电控箱技术条件 GB/T4942.2-93 低压电器外壳防护等级 GB8923-85 涂装前钢材表面锈蚀等级和除锈等级 YJ010 抛丸喷砂技术条件及检验方法 JB/Z4000.1-86 产品检验通用技术条件 制造厂 渠道闸门安装技术手册 适用于本产品的“产品出厂前的检验规则和方法” 适用于本产品的“产品安装手册”及“产品安装检验规则和方法” 适用于本产品的“产品型式试验规则”“产品的试验方法” 以上技术标准如有废止,执行现行技术标准 


耀禹水利机械厂(太原市杏花岭区分公司)是一家专业生产销售 固定卷扬启闭机工厂,通过质量体系认证企业。公司一直以专业、创新、发展为企业精神,秉承好产品、好技术、好工程的高品质观,凭着敬业的精神,经过十多年的沉淀和研究,使公司的团队更加完善,技术更加过硬,迅速崛起,成为全国生产 固定卷扬启闭机的知名企业。


试验方法与检脸规则 密封面间隙检验 门板与门框密封座的结合面,必须外来杂物和油污,将闸门全闭后放平。在门板上无外加荷载的情况下,用0.1 mm的塞尺沿密封的结合面测量间隙,其值不大于0.1mm。 装配检验 将门板在门框内人座,作全启全闭往复移动,检查门板在全启全闭时的位置、楔紧面的楔紧状况和门板在导向槽内的间隙。用钢尺和塞尺等工具分别进行测量,其检验结果应符合3.2-3.4的规定。 渗漏试验 密封面应任何污物,不得在两密封面间涂抹油脂。将闸门全闭,使门框孔口向上,然后在门框孔口内逐渐注人清水,以水不溢出为限,其密封面的渗水量应不大于l.2 5L /min·m (密封长度)。