
联系我们

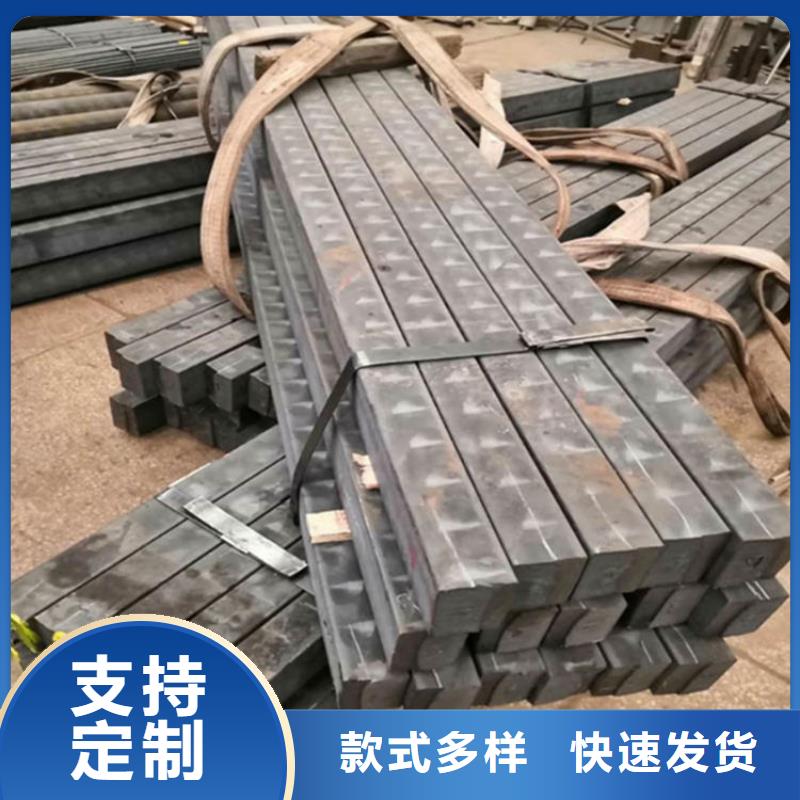
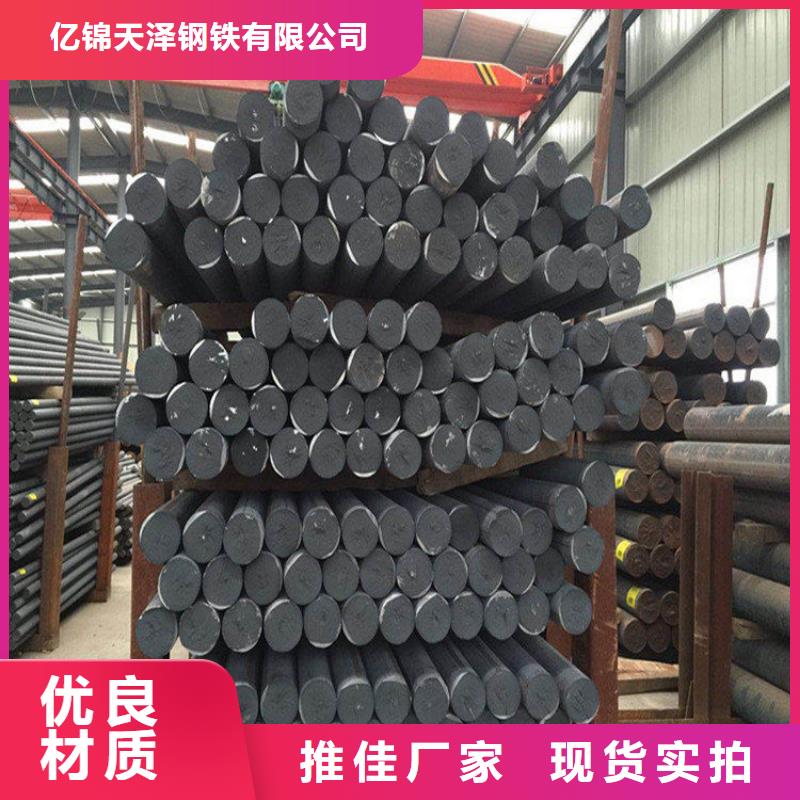
球磨铸铁棒QT500-7生产厂家
更新时间:2026-01-17 20:15:17 ip归属地:呼伦贝尔,天气:小雪转多云,温度:-33--20 浏览次数:2 公司名称: 亿锦天泽钢铁(呼伦贝尔市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 5.6元/kg |
| 发货期限 | 当天发货 |
| 供货总量 | 88888 |
| 运费说明 | 议定 |
| 小起订 | 5 |
| 质量等级 | 国标 |
| 是否厂家 | 厂家 |
| 产品材质 | 铸铁棒 |
| 产品品牌 | 亿锦 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 产品名称: | 铸铁型材 |
| 生产工艺: | 水平连铸 |
| 产品优势: | 无气孔/无砂眼 |
| 产品用途: | 机械加工/精密制造 |
| 产品价格: | 5.6元/公斤 |
| 范围 | 球磨铸铁棒QT500-7供应范围覆盖内蒙古、呼和浩特市、包头市、乌海市、赤峰市、通辽市、鄂尔多斯市、呼伦贝尔市、乌兰察布市、兴安市、锡林郭勒市、阿拉善市等区域。 |





呼伦贝尔亿锦铸铁型材有限公司专业提供呼伦贝尔球墨铸铁棒现货,呼伦贝尔铸铁棒生产厂家随着代替灰铸铁、可锻铸铁和铸银件,能亲眼看到球铁生产吨位的持续增加。出版的刊物对于帮助造厂在这面的力是有利的,虽然计值会变提高而改善。 铸铁型材在重工业中需求量大,被广泛应用于交通运输、机床、印刷、农业机械等支柱行业。拉坯工艺参数设置是铸铁型材生产中的关键环节,设置不合理会导致拉漏、拉断等生产事故和产生表面裂纹等铸造缺陷。现有铸铁型材生产企业拉坯工艺参数控制技术参差不齐,尚无完整的理论体系。对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,使铸铁型材在结晶器的停留时间过长,导致在扁平方向上铸铁型材顶部略微向下凹,当拉拔参数调整合适时,下凹及鼓肚现象基本消失。 实现高质量、率的铸铁型材水平连铸拉坯生产。前面我们已讨论过化合态的渗碳体,它若加热到高温,便会分解为铁和碳(Fe2C→3Fe。所以化合态的渗碳体只是一种亚稳定相,而游离态的石墨则是一种稳定相。 但铁水温度低于1450“C后孕育效果很差,RG值几乎不变。由表3可得:孕育铸铁的质量指标用铸造焦熔炼的比用冶金焦熔炼的高18%,值得注意的是相对硬度反而降低3%。铸铁中石墨的形成过程称为石墨化过程。
<呼伦贝尔>亿锦天泽钢铁有限公司 呼伦贝尔球磨铸铁棒QT500-7生产厂家呼伦贝尔亿锦铸铁型材有限公司专业提供呼伦贝尔球墨铸铁棒现货,呼伦贝尔铸铁棒生产厂家化学成分对铸铁型材观组织的影响。结果表明Si是影响D型石墨形成的主要因素,Ti、Cr、Cu有利于促进D型石墨的形成;D型石墨铸铁玻璃模具适宜的化学成分范围为:3.2~3.52.2~3.0%Si、0.2%Ti、0.54~0.89%Mn、<0.05<0.10.49~0.54%Cr、0.35~0.65%Cu;当含Ti量在0.1~0.3%之间变化时,随着含Ti量的增加,D型石墨增多。对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,使铸铁型材在结晶器的停留时间过长,导致在扁平方向上铸铁型材顶部略微向下凹,当拉拔参数调整合适时,下凹及鼓肚现象基本消失。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。由于铸铁型材拉坯工艺参数控制系统具有非线性和强耦合的特点,而且无法建立数学模型,采用BP、GA-BP神经网络算法进行拉坯工艺参数自适应整定研究。 对不同成分的D型石墨铸铁的高温抗热疲劳性进行实验研究。在800℃下,将不同成分的D型石墨铸铁加热到800℃,保温5分钟取出后,立即在冷水中激冷5秒,如此反复循环直至出现肉眼可见的裂纹为止。

 <呼伦贝尔>亿锦天泽钢铁有限公司
<呼伦贝尔>亿锦天泽钢铁有限公司
呼伦贝尔亿锦铸铁型材有限公司专业提供呼伦贝尔球墨铸铁棒现货,呼伦贝尔铸铁棒生产厂家中国铁器中的球状石墨,就已由低硅的铸铁型材经柔化退火的方法得到。这是中国古代铸铁技术的重大成就,也是冶金史上的奇迹。球墨铸铁以其优良的性能,在使用中有时可以代替昂贵的铸钢和锻钢,在机械制造工业中得到广泛应用。冶金行业过去一直认为球墨铸铁是英国人于1947年发明的。西方某些学者甚至声称,没有现代科技手段,发明球墨铸铁是不可想象的。对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,使铸铁型材在结晶器的停留时间过长,导致在扁平方向上铸铁型材顶部略微向下凹,当拉拔参数调整合适时,下凹及鼓肚现象基本消失.反弧度法工艺制各的铸铁型材组织更为均匀,力学性能更为优良。与实施反弧度法之前的铸铁型材相比,实施反弧度法之后的铸铁型材硬度得到提高,组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。而且无法建立数学模型,采用BP、GA-BP神经网络算法进行拉坯工艺参数自适应整定研究。基于Matlab软件建立以铸造工艺参数为输入,拉坯工艺参数为输出的控制模型。仿真实验表明本文建立的拉坯工艺参数GA-BP神经网络控制模型可以用于拉坯工艺参数自适应整定,所获得拉坯工艺参数能够用于实际生产系统,实现高质量、率的铸铁型材水平连铸拉坯生产。。按照方案,首先是结晶器模具工艺改造,设计加工Φ400mm引颈头;其次是铁水液面、拉拔浇注和水温控制;然后是生产线装备改造。
