
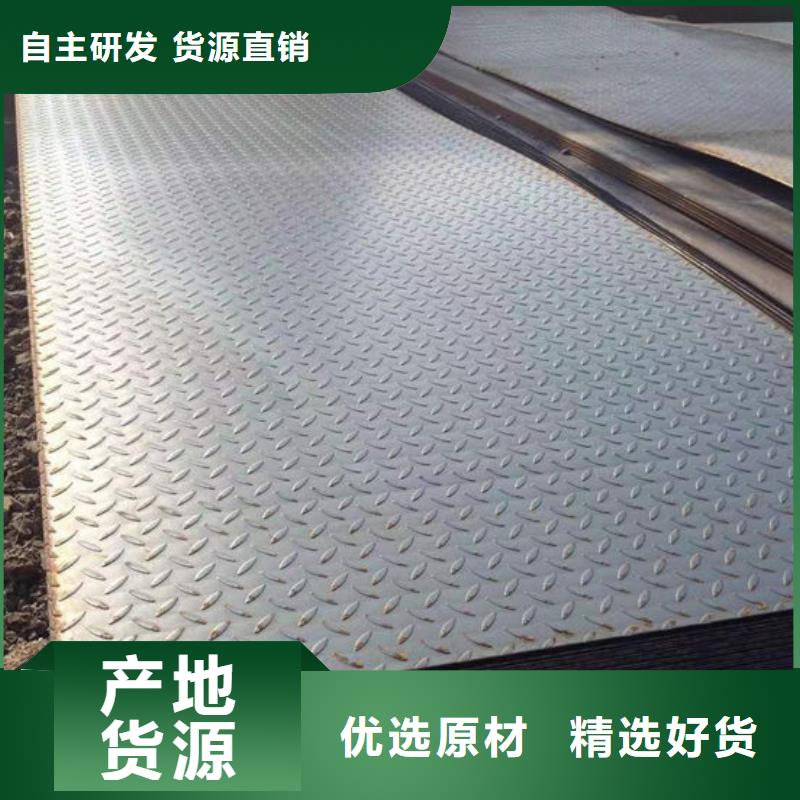









双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形, 形成开口的O形。5. 预焊:使成型后钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。 超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
普通碳素钢材相对于其他钢材来讲,在强度、刚度、成本和耐久性等方面都具有较好的性能,而且其熔点也较 高。普通碳素钢的提炼方法已经非常成熟,技术稳定,所 以在汽车、航空等多种领域得到了广泛的使用。但是由于 普通碳素钢的刚性较强,缺乏抗变形的能力,这就使得对 其进行加工的过程中难度比较大,不利于轧制成型。另一 方面,因为普通碳素钢在进行轧制的工艺时,容易受到温 度等方面的影响。对于数量较小、种类较多的线材,其加 工的难度就比较大,成本也相应的会得到大幅度的。因此,在现有的工艺当中,如何对普通碳素钢线材的工艺 进行和优化,以满足不同产品的需求,提高普通碳素 钢的加工水平是非常重要的,也是非常具有意义的,也拓 展了轧制机的发展。现有比较常用的机组的工 业进行分析,其轧制的钢件具有非常好的均匀压缩性。有 效的改善了高速线材的塑性特点,改良了其加工难度大的 缺点,这样对于普通碳素钢的轧制过程具有重要的意义。其轧制的钢材在精度和均匀程度上都有了较大的。通 过对普通碳素钢进行加工,能够有效的该产品的工 艺,从而生产性能优质的产品在高速线材。在轧制过程中, 主要受到初轧、精轧和吐丝温度的影响。
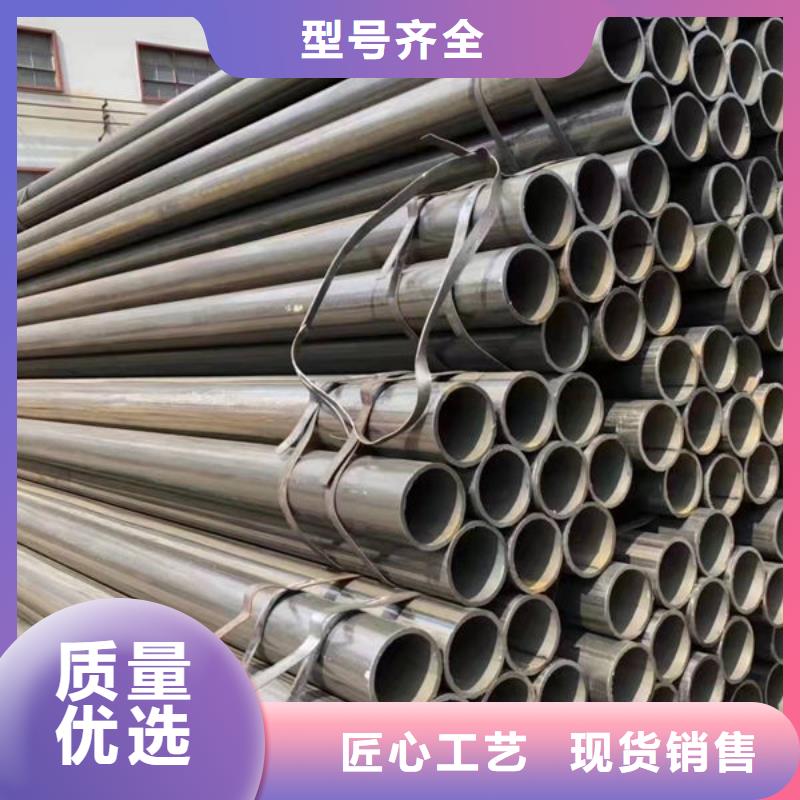
无缝钢材具有良好的耐压强度和良好的绝缘性能,它主要保护电线,因此不会漏电,管壁比较光滑,没有毛刺。塑料涂层的意思是在导光管的内外表面涂一些塑料粉末,这样做之后,钢管可以具有更多的优良性能,这也是钢塑复合管可用于更多行业的原因。无缝钢管不会积聚污垢,也不会滋生微生物,这是一种而卫生的管道,可确保流体免受二次污染。其流体阻力小,内壁光滑,输送效率高,摩擦系数小。无缝钢管通过表面涂层以后,在很多方面性能得到了。一、表面光滑、刺、管壁光滑,适合施工的时候穿电线或电缆。二、绝缘性能好,作为电线的保护管不会发生漏电现象。三、适应性好,可以埋于潮湿环境或一些高温温度的地方。四、加工容易,比较节省成本。
无缝钢管是用钢锭轧制成圆钢,经过热穿孔得到管坯,然后经热轧、冷轧或冷拨制成无缝管钢材。是 工业建设和国防建设的重要原材料。1.广泛用于化工、石油、轻纺、医疗、食品、机械等工业的耐腐蚀管道;2.用于制作煤矿开采用的液压设备、汽车起重机用的液压缸、柱塞等;3.可以用于制造汽车半轴套管及驱动桥桥壳轴管;4.用于制造柴油机喷射系统高压管等;5.用作制造液压和气动缸筒;6.用于制造各种低中压锅炉、过热蒸汽管、沸水管、水冷壁管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管等;7.用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。