





想要探索止水铜片 中埋式橡胶止水带欢迎来厂考察的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:广东茂名止水铜片 中埋式橡胶止水带欢迎来厂考察的图文介绍
总经理李经理携全体员工愿与新老客户朋友本着诚实守信、互惠互利原则,以真诚的心架起彼此合作的桥梁,互相支持,共同发展,为 背贴式橡胶止水带行业的美好明天而共同努力。


在水利工程设计和施工中,为了防止因不均匀沉降造成对水利工程设施的破坏,根据地质条件以及上部结构等情况,一般每隔10~30米会设置一道沉降缝,在沉降缝之间会设置止水铜片。目前通常做法是在现场直接焊接水平止水与垂直止水连接段。
由于分缝部分连接复杂,且工地现场焊接条件差、紫铜片长,导致现场加工质量不易控制,是该部位,是焊接复杂的地方,再加上目前这方面作人员又紧缺,稍有不慎,就可能导致水失效,产生渗漏,工程将会产生问题。
紫铜止水板施工要点:1、应尽力包管止水铜板在墙体中线上;2、两块铜板之间的焊接要饱满且为双面焊,铜板搭接不小于200mm;3、墙体转角处的处置,整块铜板弯折;丁字型焊接;7字型焊接;4、紫铜止水板的支持焊接,能够?。
由于分缝部分连接复杂,且工地现场焊接条件差、紫铜片长,导致现场加工质量不易控制,是该部位,是焊接复杂的地方,再加上目前这方面作人员又紧缺,稍有不慎,就可能导致水失效,产生渗漏,工程将会产生问题。
紫铜止水板施工要点:1、应尽力包管止水铜板在墙体中线上;2、两块铜板之间的焊接要饱满且为双面焊,铜板搭接不小于200mm;3、墙体转角处的处置,整块铜板弯折;丁字型焊接;7字型焊接;4、紫铜止水板的支持焊接,能够?。



紫铜止水带接头必要时进行强度检查,抗拉强度不应低于母材强度的75%。六、紫铜止水带与PVC止水带接头,宜采用螺栓栓接法(俗称塑料包紫铜),栓接长度不宜小于35cm。七、紫铜止水带安装应由模板定位,支撑牢固。
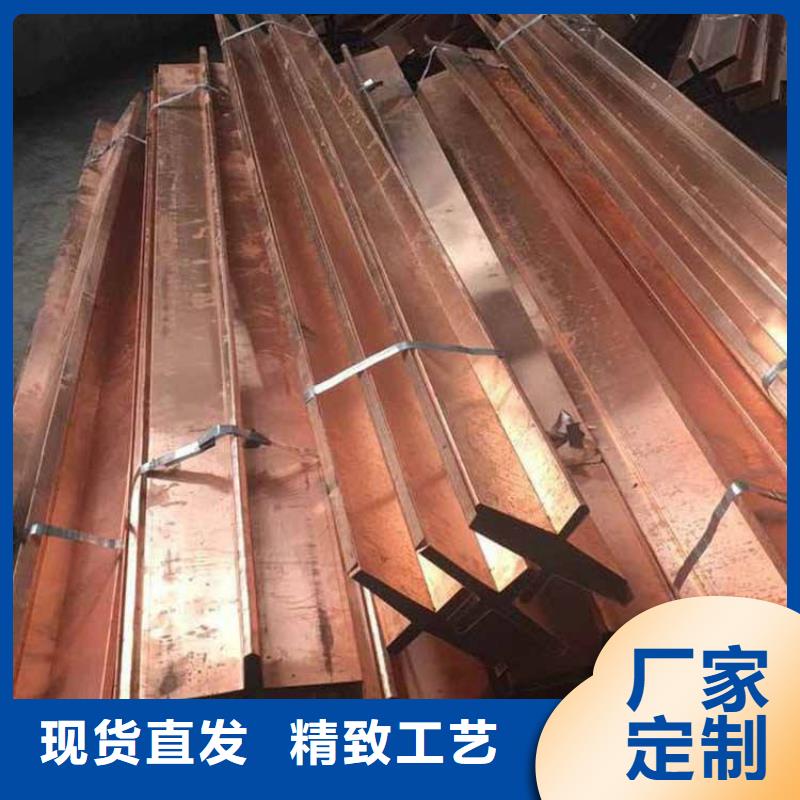
紫铜止水带作为一种基本的止水结构,被广泛应用于大、中型水利工程水利项目中,紫铜是含铜量不低于99.5%工业纯铜,应表面呈现紫色而出名。根据其含铜量不同,其牌 分为T1/T2/T3/T4。其优点是柔韧性好、抗扰渗能力强、抗腐蚀能力强。
其缺点是紫铜止水带接头需要现场焊接,对焊接质量要求高,并且施工造价较高。紫铜止水带注意事项一、紫铜止水带不应该放置在温度很高的地方或者阳光直射的地方,同理也不可以放在处,酸碱性、易燃易爆物更是要远离。
紫铜止水带作为一种基本的止水结构,被广泛应用于大、中型水利工程水利项目中,紫铜是含铜量不低于99.5%工业纯铜,应表面呈现紫色而出名。根据其含铜量不同,其牌 分为T1/T2/T3/T4。其优点是柔韧性好、抗扰渗能力强、抗腐蚀能力强。
其缺点是紫铜止水带接头需要现场焊接,对焊接质量要求高,并且施工造价较高。紫铜止水带注意事项一、紫铜止水带不应该放置在温度很高的地方或者阳光直射的地方,同理也不可以放在处,酸碱性、易燃易爆物更是要远离。



铜止水规格是铜含量、以及宽度、厚度、软硬态及物理特性的一种表现形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、软态、半硬紫铜止水等。用T表示,即T2与T3,T2铜含量≥99.8%,T3铜含量≥99.7%。铜软硬态,M表示铜硬度状态为软态,抗拉强度≥205MPa,延伸率为30%;Y2为半硬态,抗拉强度≥245MPa,延伸率为≥8%。 
铜止水规格
1.执行标准GB2059-2008;
2.厚度:0.5-14mm;
3.宽度:200-1000;
4.长度:1000-3000;
5.抗拉强度不小于205Mpa;
6.伸长率不小于20%;
7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定;
8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。
热轧是紫铜片止水带生产中铸锭开坯的主要手段。充分利用紫铜片止水带在高温条件下具有优异的塑性这一特点,从而以较小的轧制力实现较大程度的变形。热轧的铸锭一般由半连续、连续铸造或铁模铸造提供。铸锭规格的选择应考虑产品的品种、规格、生产规模、轧机设备条件及铸造方式等。铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以提高生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以提高生产效率和成品率。
铜止水规格
1.执行标准GB2059-2008;
2.厚度:0.5-14mm;
3.宽度:200-1000;
4.长度:1000-3000;
5.抗拉强度不小于205Mpa;
6.伸长率不小于20%;
7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定;
8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。
热轧是紫铜片止水带生产中铸锭开坯的主要手段。充分利用紫铜片止水带在高温条件下具有优异的塑性这一特点,从而以较小的轧制力实现较大程度的变形。热轧的铸锭一般由半连续、连续铸造或铁模铸造提供。铸锭规格的选择应考虑产品的品种、规格、生产规模、轧机设备条件及铸造方式等。铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以提高生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以提高生产效率和成品率。


止水钢板交底五轴止水帷幕交底预埋PVC止水节交底止水节应用于工程中是错误的!警告各位施工人员,请你们有点水的流体力学常识,目前的止水节都有内凸耳,水在缩径处挑流乱流形成水幕,会严重真大管道的正压和负压,破坏水封,影响环境卫生!。
止水铜带怎么焊接用50瓦电烙铁内热式、焊锡丝、细砂纸、尖嘴钳子就够用了。砂纸除止水铜带表面氧化层至亮光,电烙铁烧热分别在每个止水铜带上镀锡,然后两个铜片搭接在一起用电烙铁加热溶化即可。止水铜带焊接工艺试验止水铜带焊接接头检测无需把它弄成牛鼻子形,直接两块双面焊就可以了。
当止水铜片设计止水铜带的情况时,应按现场监理要求,将试件按设计异形送检。现场监理无要求时,可按一般试件的做法,正常送检。这里,我来把止水铜带的焊接工艺、检测方法简单的向你介绍一下:1、止水铜带连接采用双面搭接焊,搭接长度不少于20mm,焊接宜采用黄铜焊条气焊,不应用手工电弧焊接。
止水铜带怎么焊接用50瓦电烙铁内热式、焊锡丝、细砂纸、尖嘴钳子就够用了。砂纸除止水铜带表面氧化层至亮光,电烙铁烧热分别在每个止水铜带上镀锡,然后两个铜片搭接在一起用电烙铁加热溶化即可。止水铜带焊接工艺试验止水铜带焊接接头检测无需把它弄成牛鼻子形,直接两块双面焊就可以了。
当止水铜片设计止水铜带的情况时,应按现场监理要求,将试件按设计异形送检。现场监理无要求时,可按一般试件的做法,正常送检。这里,我来把止水铜带的焊接工艺、检测方法简单的向你介绍一下:1、止水铜带连接采用双面搭接焊,搭接长度不少于20mm,焊接宜采用黄铜焊条气焊,不应用手工电弧焊接。



