




我们的承压保温水箱厂家供应辉煌品牌产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
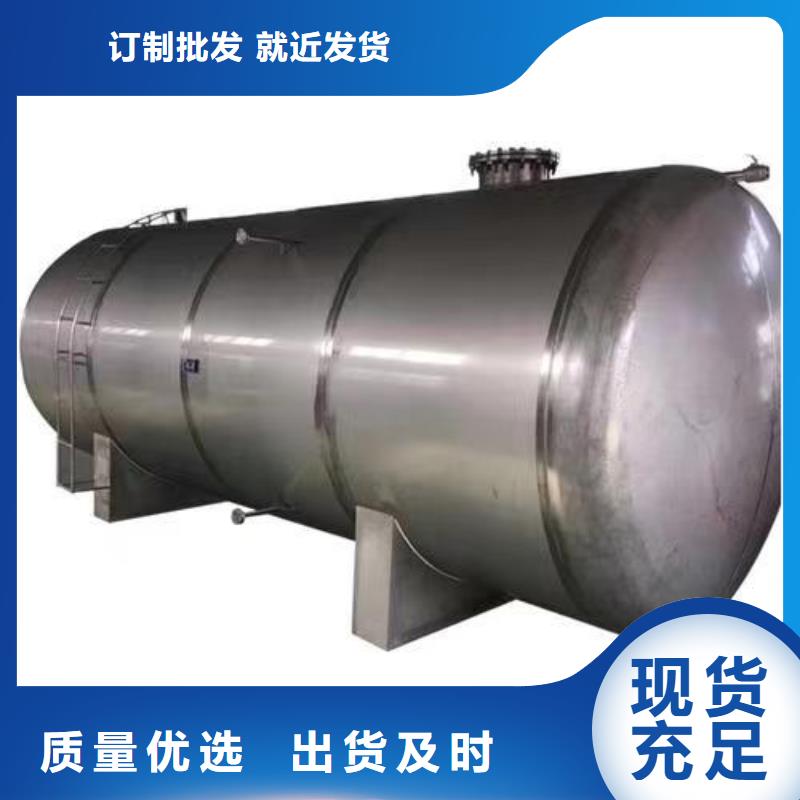
以下是:浙江舟山承压保温水箱厂家供应辉煌品牌的图文介绍


2、浙江舟山同城承压保温水箱筒节、浙江舟山同城封头的下料及成型
2.1、浙江舟山同城下料前的准备工作:
2.1.1、浙江舟山同城认真熟悉图纸及工艺卡,核对工艺卡上的尺寸、浙江舟山同城材料等是否与零部件及总图尺寸相符,如发现问题及时与工艺编制人员联系,以便及时纠正。
2.1.2、浙江舟山同城核对现场板料的材质标识、浙江舟山同城规格等是否与工艺卡相符,不符合不得下料。
圆筒中含有封头、浙江舟山同城膨胀节等部件,应事先测量封头、浙江舟山同城膨胀节等的周长尺寸,作为筒节落料依据。



辉煌供水设备(舟山市分公司)占地40余亩,建筑面积12000平方米,拥有员工100多人,技术人员30余名。现代化 不锈钢生活水箱加工生产设备齐全,技术力量雄厚;地理位置优越,交通便利。拥有完整、科学的质量管理体系,多年来一直坚持质量为本、诚实守信的处世原则,用实力和 不锈钢生活水箱产品质量获得了业界的一致好评。


焊接试板:承压保温水箱
2.6.1、浙江舟山当地一、浙江舟山当地二类压力容器应每台制作产品焊接试板,试板应连接在筒节纵缝的延长线上,与筒节纵缝一起焊接,试板尺寸为450*125二块,试板材质及厚度与筒身材质及厚度一致。
2.6.2、浙江舟山当地当同时需制作热处理试板时,且热试板和冷试板为同材质、浙江舟山当地同厚度时,可将冷、浙江舟山当地热试板连在一起,规格为800*125二块。



承压保温水箱的划线开孔及接管装焊:
3.2.1、浙江舟山当地应按设备管口方位图及标高尺寸,合理布置开孔位置,开孔应尽量避开焊缝。
3.2.2、浙江舟山当地一般容器的划线宜在壳体及两端封头(或法兰)组焊成型后进行,换热器一般在壳程筒体成型后进行。
3.2.3、浙江舟山当地开孔位置划线毕后,须由检验人员严格检验,确认无误后方可开孔。
3.2.4、浙江舟山当地当开孔无法避免焊缝时,则以开孔中心为圆心,1.5倍开孔直径为半径的圆中所包容的焊缝,以及被补强圈、浙江舟山当地支座垫板等覆盖的焊缝,须作100%射线检查,合格级别与壳体接头探伤要求一致。