



【弯管中频弯管保障】的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:重庆綦江【弯管中频弯管保障】的图文介绍


弯头的分类你了解多少呢,众所周知,管道的方向一般由弯头控制。那么弯头的分类是什么?今天,我想向大家介绍一下弯头的分类。 弯头是热水器安装中常见的连接管。它用于连接和改变弯管处的管道方向。其他名称:直角弯头、焊接弯头、45度角弯头、180度直角、冲压弯头、机械弯头等。 用途:连接两个公称直径相同或不同的管道,使管道以90度、45度、180度和一些特定的角度转换方向。在我们的日常生活中,90度45度180度的弯管随处可见。事实上,弯头有特殊的角度,但是很少有特殊的角度。可锻铸铁管件,主要用于供热、水和燃气管道及管道。压制弯头,又称无缝弯头。这种弯头由优质碳钢、耐酸不锈钢和低合金钢无缝钢管等制成。在特殊模具中压制成型。一般来说,无缝钢管是由专业设备制造商或加工厂通过冲压生产制造的。出厂时应在弯头两端加工凹槽。 弯曲半径和公称直径为1.5倍,特殊情况下弯曲半径可等于弯头公称直径。该范围与无缝钢管的壁厚一致.。 冲压焊接弯头是将板材通过模具冲压成半环弯头。然后将两个半环组装焊接成型。 在公称直径尺寸范围内,使用弯曲半径为200毫米或以上的无缝管弯头。 有两种生产方法: 一种是在用于植物材料的钢板上,经过切割和滚压焊接到多个辊管支撑板上。 另一种是用管材下料,采用组焊工艺成型。规格一般在200毫米以上。环境温度不应高于200,一般企业施工人员均可生产。弯头高压,优质低碳钢或锻造合金钢。 根据不同管道的连接结构。弯头两端加工成螺纹或凹槽,加工精度很高。要求管口螺纹和法兰螺纹紧密相连,配套企业可以自由拧入,不松动。压力为22.0和32.0MPa的石化管道,DN6200.通用规格范围。 弯管生产的技术要求: 需要控制曲率半径。例如,如果半径长度为1.5D。曲率半径必须在要求的公差范围内。由于这些管道大部分用于焊接,为了提高焊接质量。端部倾斜一定的角度和一定的边缘,这也是很严格的。它指定边的数量、角度和偏差范围。以及比管件更厚的几何图形。弯管的表面质量和机械性能与管道基本相同。为了便于焊接,连接管应由相同的钢制成。



企业文化是保持企业基业常青的根本。航萧管件(重庆市綦江区分公司)在推进企业发展的同时,适时地对企业文化进行了梳理,在继承和创新的基础上,提炼出以追求完美永创佳绩为核心价值观的企业文化。公司成功探索、创造了利用引进技术与自我发展相结合的模式,以不畏艰险的开拓精神、令人瞩目的发展成就,把完美刻进了企业的历史进程。随着 中频弯管市场环境的变化,追求完美更是公司坚定的信念、前进的动力。


全自动弯管机实际是怎么操作的? 大家知道全自动弯管机实际是怎么操作的吗?不知道的现在可以来了解一下! 1、全自动弯管机主要适合应用在激光切割稍微厚一点的产品工件方面。选中“切厚挑选”开关部位。 2、将割炬滚轴卸掉后,割炬与全自动切管机机连接牢固,任意配件中准备有连接件。 3、连接好机器的开关电源,按照产品的外形,安裝好滑轨或半经杆(如果是直线切割用滑轨,若是要切割圆或弧形,可以使用半经杆)。 4、将割炬的电源插头拨下,换成摇控电源插头(任意配件中常备)。 5、按照工件的薄厚,调节适合的走动速率,且把机器里的“倒”、“顺”开关放在切割的方向。 6、把喷头和工件中间的间距调节成3到8毫米,然后把喷头中间调节成工件割缝的起止条上。 7、打开摇控开关,切穿工件后,打开机器的电源总开关,就可以切割了。



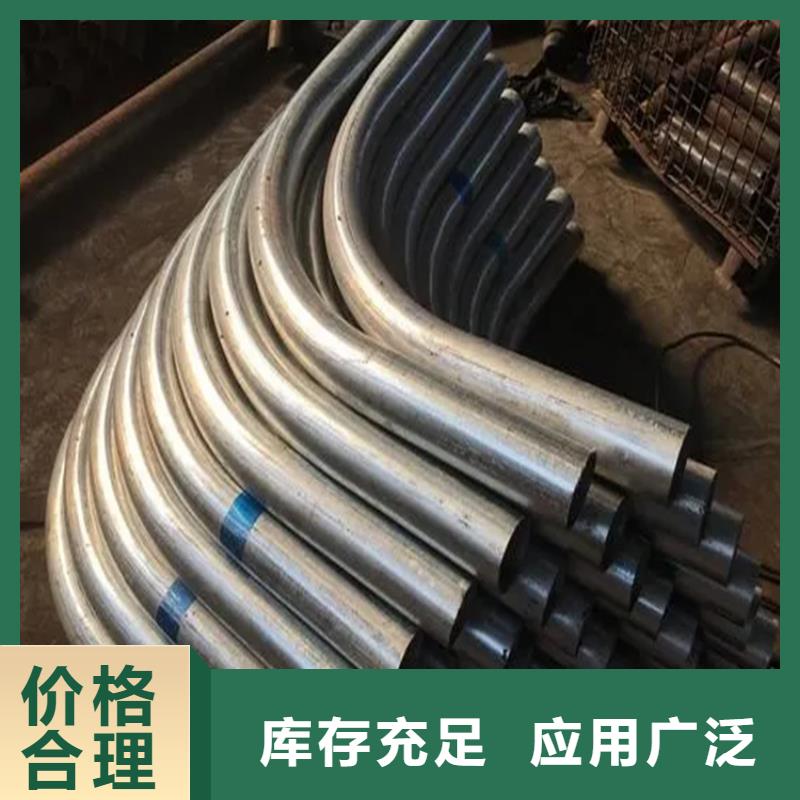
弯管(bend)是采用成套弯曲设备进行弯曲的,分为冷煨与热推两种工艺。无论是哪一种机器设备及管道,大部分都用到弯管,主要用以输油、输气、输液,工程桥梁建设等。使用方法: 引起弯管质量下降的主要原因分析及注意方法: 1、纯弯曲时,管子在外力距M作用下其中性层外侧臂壁受拉应力&1作用而减薄,内侧受压应力。作用而增厚,合力N1和N2使管子横截面发生变化。基于这一因素,引起弯管质量下降主要原因为RX与SX所以,GBJ235—82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,从而确保质量。 2、前条已讲过,弯管时材料外侧受拉,内侧受压中性轴所在位置则与弯管方法而不同,在顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,在旋弯(回弯式)工作时,中性轴处于离外壁2/3处。因此薄壁管道弯曲,使用旋弯法是有益的。 3、弯胎的精度也是影响弯管质量的因素之一。我们在弯胎制造时,除规格尺寸要求控制在一定公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。 4、管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。

