

联系我们

销售电话多少【凯美】手摇密集型凭证档案架
更新时间:2026-01-19 09:03:20 ip归属地:保山,天气:多云,温度:2-17 浏览次数:3 公司名称: 凯美智能手动移动电动密集柜架办公家具(保山市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 420元/平米 |
| 发货期限 | 10天 |
| 供货总量 | 10000立方 |
| 运费说明 | 负责送货 |
| 小起订 | 20立方 |
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 冷轧钢板 |
| 产品品牌 | 周博 |
| 产品规格 | 2400*900*560mm |
| 发货城市 | 衡水 |
| 产品产地 | 河北 |
| 加工定制 | 可定做 |
| 产品型号 | ZX-A型 |
| 可售卖地 | 全国 |
| 产品重量 | 70公斤 |
| 产品颜色 | 乳白 |
| 质保时间 | 10年 |
| 外形尺寸 | 2400*900*560mm |
| 适用领域 | 档案室 |
| 是否进口 | 否 |
| 质量认证 | ISO9003 |
| 产品功率 | 200w |
| 工作温度 | 10-30度 |
| 电动密集柜 | 2400*900*560mm |
| 产地 | 河北衡水 |
| 价格 | 420元 |
| 范围 | 销售电话多少【凯美】手摇密集型凭证档案架供应范围覆盖云南省、昆明市、玉溪市、丽江市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市 隆阳区、施甸县、腾冲市、龙陵县、昌宁县等区域。 |






当档案太湿时,很容易变形和生锈。在高温情况下,也会发生变形和褪色、油漆表面剥落等现象。因此,为了延长密实机架的使用寿命,必须保证机房的干燥通风和适宜的温度。
上述货架层板是我们需要做的几个方面,我们可以很容易地找出延长负责生活的厂家。货架可以以使长期使用,除了保证自身超越的品质,日常使用也很重要,如果没有更多的关注在使用过程中,会严重缩短他的生命。在一个时代的结束,乔布斯离开了。
但让人们有更多的想法。在密集的橱柜行业,就业岗位正在悄然上升,即国内知名的密柜、密框制造商。密集柜公司的价值,公司是密集柜,密集架,智能密集柜等办公家具的设计,开发和销售的专业公司主体的集合。产品涵盖货架系列,文件柜系列,智能密集柜,办公家具系列,钢制文件柜系列,保险柜系列等六大系列。


比如说病例智能密集柜,会计凭证智能密集柜等,企业在选择的时候可以根据自己的实际需要来选择,比如说主要是用来存放会计凭证,会计资料等,那么可以优先考虑选择会计凭证智能密集柜。
下面就请密集柜厂家-泽密集柜技术负责人给我们介绍下方法。智能密集柜是需要使用导轨的,而导轨的方式有三种,预埋式,地面平铺式还有加固支撑式。预埋式轨道指的就是现铺导轨再做表面层,地面平铺轨道是直接安装在已经完工的地面上。
企业可以根据自己的档案室的地面情况来选择轨道的铺设方式。通过上面密集柜厂家-泽密集柜技术负责人的介绍,相大家应该都知道怎么样才可以找到适合自己的智能密集柜了。选择智能密集柜我们主要就是从它的质量,价格,品牌等几个方面去考虑,但是要找到真正适合自己的,还需要结合自己的实际情况和使用情况,这样才可以买到性价比高的智能密集柜。
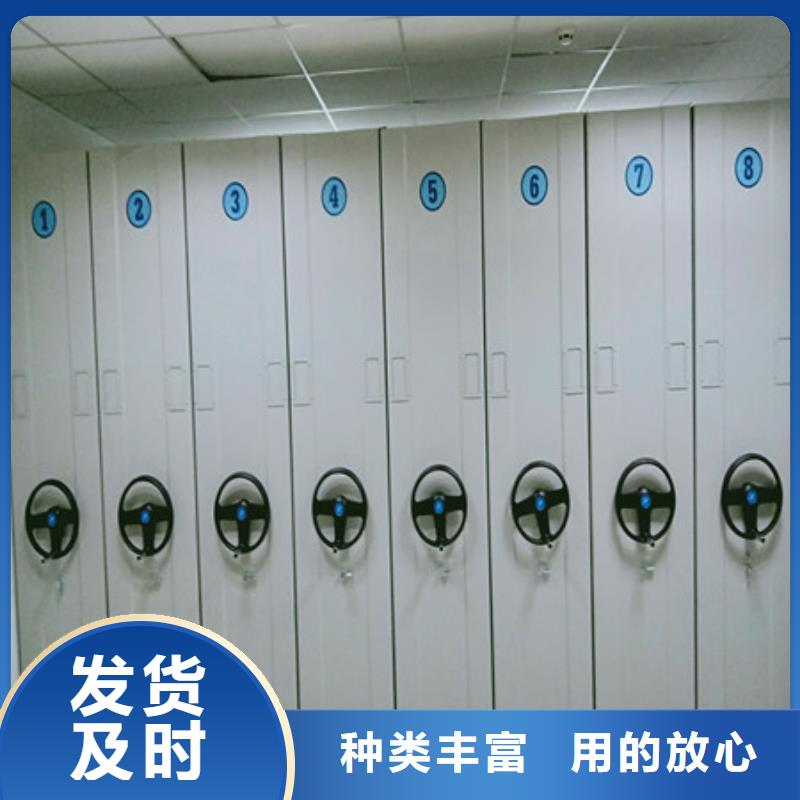
在现在的办公家具当中,智能密集柜可以说是受欢迎的了,它和普通的文件柜相比,存储量更大,功能也更加齐全,特别适合一些需要存放的档案资料比较多的单位。在购买智能密集柜的时候大家关心的就是它的质量,今天就请密集柜厂家-泽密集柜的的张工程师给我们介绍几个可以自己检查智能密集柜好坏的小方法。



凯美智能手动移动电动密集柜架办公家具(保山市分公司)占地面积21000平方米,拥有员工374人,其中技术人员86人,工程师21人,技术实力雄厚、经验丰富。在全体员工的努力下,不断创新,同时公司每年投入大量资金引进先进技术及工艺,添置精良加工、检测设备。 档案室密集架、资料室密集架、手动型档案密集架、卷宗档案密集架产品广泛应用于各行业,并获得一致的好评。

传动机构双向超出聚散器结构:采纳三分力,三变快中心双传动,全轮驱动,请求滚动矫捷,安稳,弱无力,传动比不小于 14.38而且不得有失笨,摇摆,倾斜景象。41动密集架底盘采纳全体焊接,刚性脚,稳定形,每列中间,节取节之间必需完整关闭,半封闭隔离,底盘取道轨喷塑处理。
3工艺请求:1概况处置惩罚:各部整机涂覆前,必需执行除油,除锈,荡涤,表调,荡涤,磷化,二遍清洗,磷化处理按照 GB6807.92尺度执行,每路工序分槽处理,一切尺度件及紧固件均须冷化或镀锌处理。2概况笼盖采纳亚光静1喷塑(需无预烘干工序)1末出产厂家需通过 ISO14001环保认证,请求供应认证。
概况平匀光明,光彩分歧,无划痕,涂膜附着力应能达到DB1720中规定的一级目标。供应喷塑及后处置惩罚工艺指示双。3产物出产工艺历程,下料,冲压,轧压等工序全数达到模具化。整机组合焊接从轨道,立柱,底盘,封门的钻孔等工序,全数达到工装夹具化,以使产物具备精良的调换性和协调性。
A 一切钣金件,机添件加工背应打磨毛刺,有裂纹及伤痕。B一切焊接件焊接牢固,焊痕滑腻,平坦。C装置外不得采纳抽钉或者从守钉连接形式,当全数采纳螺栓活接。D装置背一切异层放板高度误差应不大于 2mm4招标我需列亮稠密架各毗连部位采纳的零部件称号,规格,质地,强度,工艺等要素。
