



精密钢管反拉力拔管
在拔管模(见冷拔管工具)一侧施加后张力的拔管过程(见管材冷轧冷拔)。
反拉力拔管的特点是:
(1)可减小拔管时作用在管子上的径向压力,以提高空拔时的变形量,增加薄壁管拔制的稳定性;
(2)减少摩擦力,延长工具寿命,改善管材表面质量以及变形在横截面上分布的均匀性,减小残余应力;
(3)轴向张应力的作用,有利于管壁减薄;
(4)有助于实现液体摩擦。
实现反拉力拔管的方法有以下几种
(1)双模拔管,利用入口前模对后模中拔制的管子施加后张力(见图);
(2)卷筒拔管,由给料卷筒施加反拉力,并可调节反拉力大小;
(3)直接在管料尾施加后拉力。此时如管体不动,用移动拔模的方法来实现拔制过程,则节能效果更好。


龙丽金属材料(济宁市分公司)身处全球新能源行业高速发展的浪潮中,在战略目标引领下,专注 精拉无缝钢管,完善产业布局,引领产品 精拉无缝钢管不断走向全球,努力实现“ 制造强国 ”战略目标。



精密钢管减径
在多机架的减径机中对荒管进行的不带芯棒的连轧工序。管材减径的目的在于减小管径、提高尺寸精度和扩大品种。管材减径分热减径和冷减径(见管材冷减径)两种。管材热减径分带张力减径(见管材张力减径)和不带张力减径(见管材无张力减径)两种。


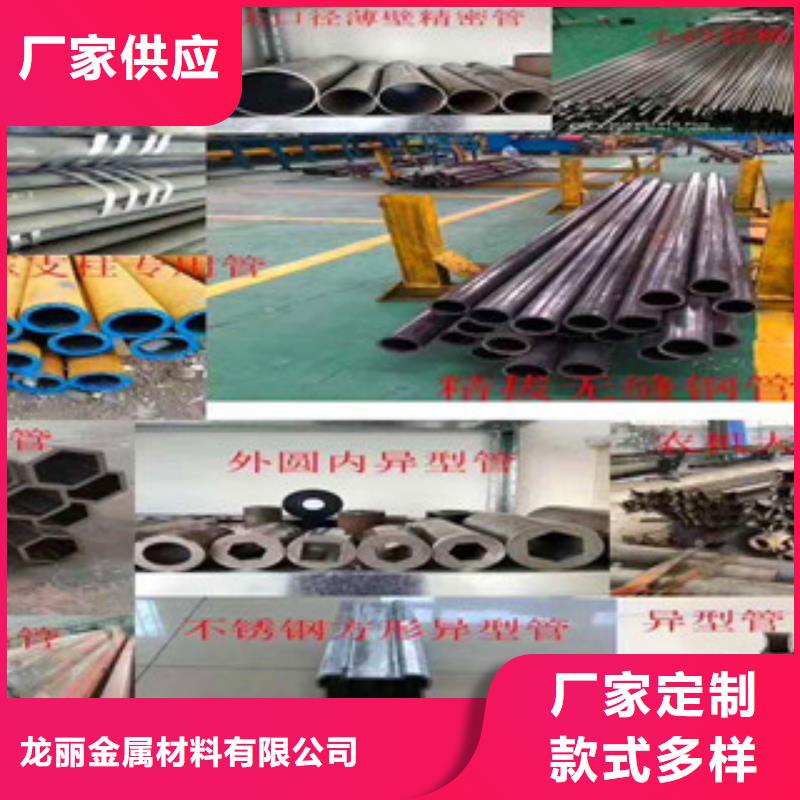
异形精密钢管的生产:
(1)圆锥芯棒拔管(图3),同一般短芯棒相比拉杆力Pc小。
(2)半连续和连续拔管。各种直线式拔管机都是间歇工作的,拔完一根管后需等待小车返回才能拔下一根管。因此研究出半连续和连续式拔管。半连续冷拔管有两种形式。一种是采用双移动拔管小车(图4),拔管小车固定在运动链上,并沿具有一定形状的导轨运行。上层的拔管小车把前一根管子拔出后,下层的拔管小车到达中心架前并夹住后一根管进行拔制。另一种是拔制时移动双拔管模的半连续拔管机,如图5所示。



