

一分钟的时间,对于了解我们的弯管中频弯管值得买产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:泰安岱岳弯管中频弯管值得买的图文介绍

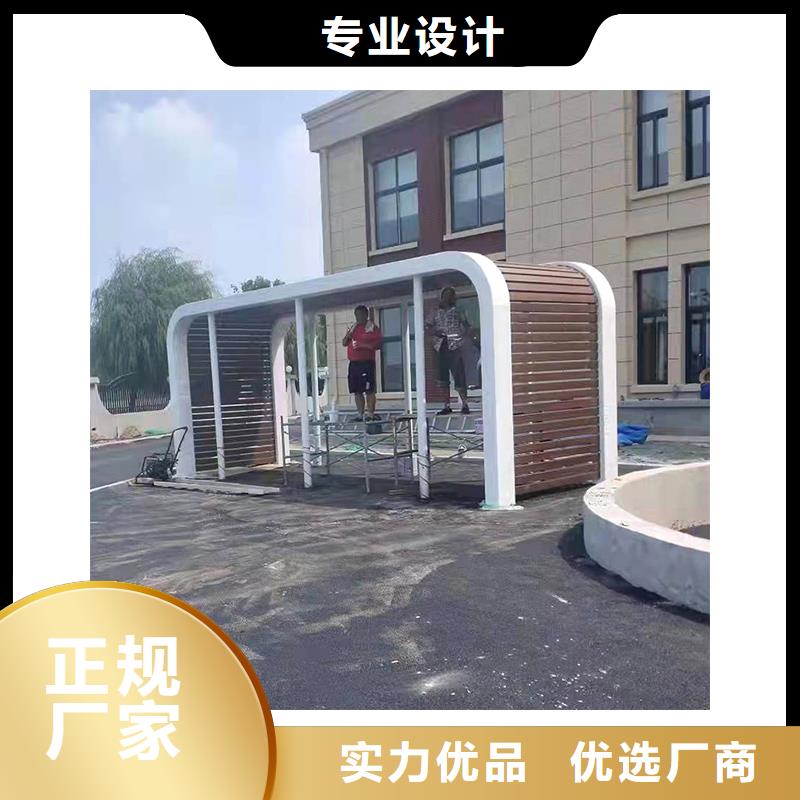
航萧管件(泰安市岱岳区分公司)坚持以市场为核心,以诚信为根本,使公司 中频弯管产品的市场占有率逐步提高,我们将本着“以质量求生存,以创新求发展”的市场方针,竭诚欢迎各兄弟单位、同界同仁、莅临参观考察、洽谈合作,共创美好未来!


弯管标准体系。 国际上管法兰标准主要有两个体系,即以德国DIN(包括原苏联)为代表的欧洲管法兰体系和以美国ANSI管法兰为代表的美洲管法兰体系。除此之外,还有日本JIS管法兰,但在石油化工装置中一般仅用于公用工程,而且在国际上影响较小。现将各国管法兰简介于下: 1、以德国及原苏联为代表的欧洲体系管法兰 2、美洲体系管法兰标准,以ANSI B16.5和ANSI B 16.47为代表 3、英国和法国管法兰标准,两国各有两套管法兰标准。 国际上通用的管法兰标准可概括为两个不同的,且不能互换的管法兰体系:一个以德国为代表的欧洲管法兰体系;另一个是以美国为代表的美洲管法兰体系。 IOS7005-1是国际标准化组织于1992年颁布的一项标准,该标准实际上是把美国和德国两套系列的管法兰合并而成的管法兰标准。



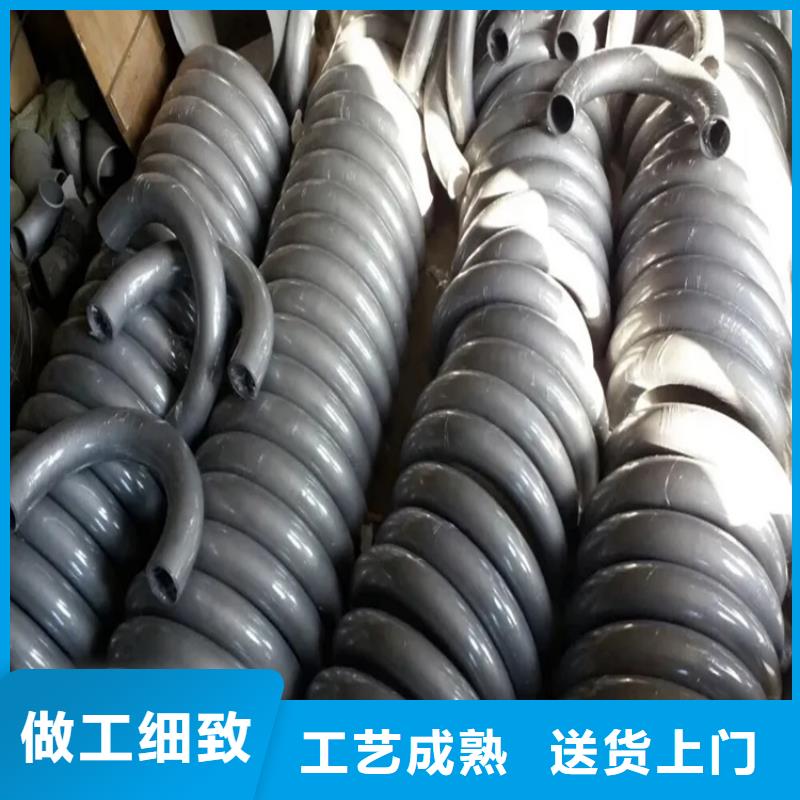
弯管加工如何实现无或分布均匀。直径八毫米的管用手动弯管机弯90度,弯曲半径r30,因为管太薄,一次弯出来很多很明显,就算是先弯成大半径再做成r30也不行,请教你弯管的方法该怎么样才好按照材料的物理特性,你所说的弯曲半径为:R30mm;管径为:8mm;弯出来的管子应该会很圆的,至少不应该有起皱,只有两个可能会出现逆所说的情况。 1、模具没有做好!或者磨损了。 2、弯管方式不对,可以的话,选用旋转拉弯式的。 有种老办法就是灌沙,先把管子一头堵上,然后灌进沙子充实,再堵上另一头,一定要堵紧喽!然后再用你的弯管器弯管子,效果会好很多。 公司拥有拉弯机设计制造的导师,能按照客户的要求,为客户提供个性化产品方案。公司设计制造的弯管设备,质量精良、结构合理,效率高、操作简易、经久耐用。公司已经承接了各地多个大型场馆工程项目的弯管加工,屡次得到了多家大客户的好评。努力满足客户的需要, 不断提高自身水平是公司追求的目标。 欢迎各界朋友莅临我公司大盛弯管有限公司参观、指导和业务洽谈。 我有限公司专业从事方管弯圆加工,圆管弯圆加工,h型钢拉弯加工,弯管加工.我公司弯管加工经验丰富,行业领先的圆管弯圆加工,h型钢拉弯加工服务,各种规格的拉弯加工深受用户欢迎!


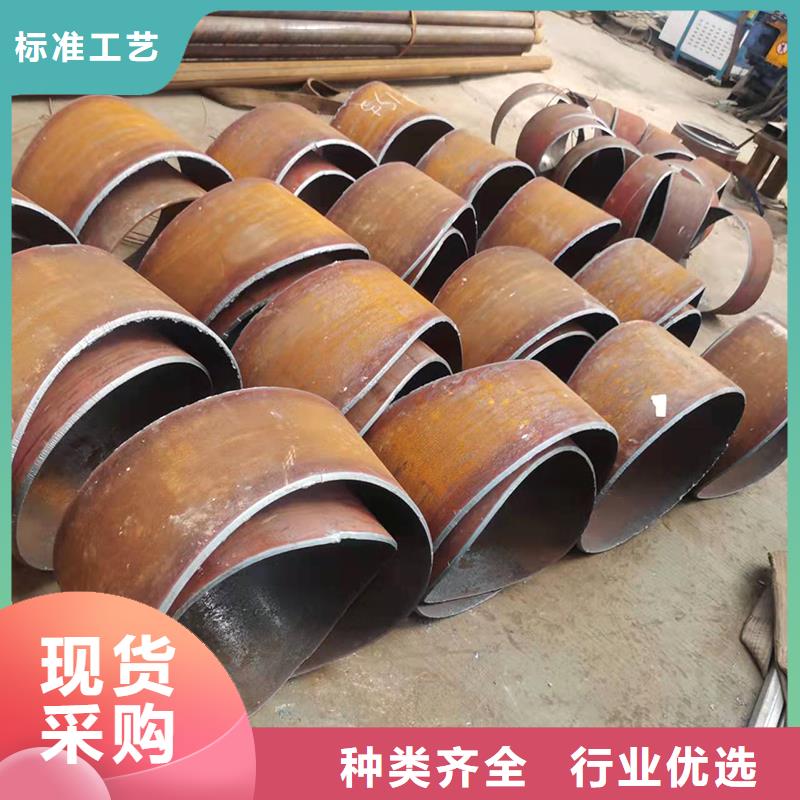
弯管加工全过程中必须留意的流程。弯头和弯管全是用于更改管道方位的管道管件商品,在各种工程项目中弯管的应用总数要比弯头大许多 。弯头是历经适度弯折以合适应用的水管,弯管加工一般是依据特殊必须生产加工生产制造的。肘部和肘部长于肘部,R高于肘部2倍,r=1~2倍为肘部。 弯管加工全过程中冷煨弯头可以用水管,立即用数控弯管机弯做成型,一次性能够 生产加工弯头出去,并且无需二次防腐蚀,但弯管要生产厂家订制,要做防腐蚀,订购时间长;弯头价格对比弯管要低些。 当煨制弯头椭圆形率或皱褶不平度超出规范规定时,只有报费,再行煨制。原油化工管道选用加温方式煨制弯头时,以便降低圆钢管横断面的形变,应向管中灌进经加温风干的河沙,并随灌随敲击壁厚,以确保干砂填满填实。对煨弯头段的加温溫度要操纵在一定范畴内,过高、过低都是危害弯头的品质。选用冷拔煨制弯头时,模套采用要适合;针对较薄壁厚煨制弯头时,以便避免横断面形变,应选用管中灌砂、填满打实,再选装适合模套,开展煨制。 外径在200mm以下的工业配管,请尽量选择烧弯。在不可以选用煨制弯头的状况下,可选用焊制弯头。硬聚乙烯塑料软管做为给、污水管道时,能够 选用注塑工艺的急弯弯的头。外径超过200mm的卷焊直缝管,一般选用焊制弯头。


