
更新时间:2026-03-01 14:35:47 ip归属地:周口,天气:多云转晴,温度:-2-9 浏览次数:4 公司名称: 龙丽金属材料(周口市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 90 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |
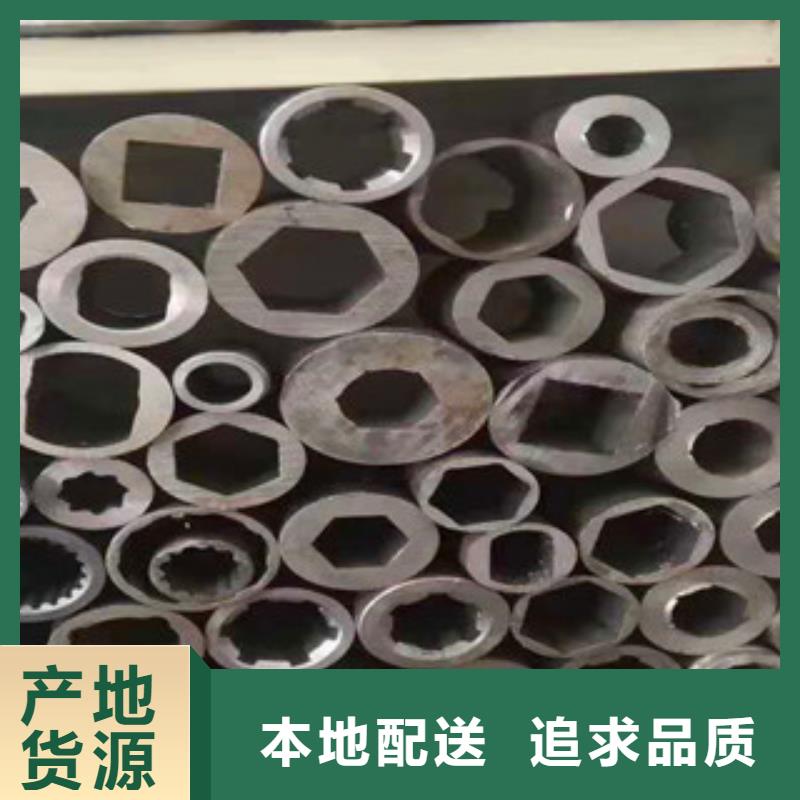
| 范围 | 精密无缝钢管 精密钢管供应范围覆盖河南省、郑州市、开封市、洛阳市、焦作市、新乡市、平顶山市、鹤壁市、安阳市、濮阳市、许昌市、三门峡市、南阳市、漯河市、信阳市、周口市、驻马店市、商丘市 川汇区、扶沟县、西华县、商水县、沈丘县、郸城县、淮阳区、太康县、鹿邑县、项城市等区域。 |


定位:“ 精拉无缝钢管和 精拉无缝钢管解决方案的服务商。
使命:“提供前沿的 精拉无缝钢管,服务超出客户的期望,不辜负客户的信任。
企业愿景:“成为员工自豪的企业,成为客户信赖的企业,成为社会尊重的企业。
价值观:“平等地尊重每一位员工,永远都把真相告诉公众,诚实守信是基本的准则。
经营宗旨:“员工满意、客户满意、股东满意、社会责任。
经营理念:“投入才有回报,信任才有忠诚,敬业才有尊重,主动才有创新。


在拔管模(见冷拔管工具)一侧施加后张力的拔管过程(见管材冷轧冷拔)。
反拉力拔管的特点是:
(1)可减小拔管时作用在管子上的径向压力,以提高空拔时的变形量,增加薄壁管拔制的稳定性;
(2)减少摩擦力,延长工具寿命,改善管材表面质量以及变形在横截面上分布的均匀性,减小残余应力;
(3)轴向张应力的作用,有利于管壁减薄;
(4)有助于实现液体摩擦。
实现反拉力拔管的方法有以下几种
(1)双模拔管,利用入口前模对后模中拔制的管子施加后张力(见图);
(2)卷筒拔管,由给料卷筒施加反拉力,并可调节反拉力大小;
(3)直接在管料尾施加后拉力。此时如管体不动,用移动拔模的方法来实现拔制过程,则节能效果更好。



精密钢管分类:
1.低压流体输送用焊接精密钢管(GB/T3092-1993)也称一般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接精密钢管。精密钢管接壁厚分为普通精密钢管和加厚精密钢管;接管端形式分为不带螺纹精密钢管(光管)和带螺纹精密钢管。精密钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。低压流体输送用焊接精密钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接精密钢管的原管。
2.低压流体输送用镀锌焊接精密钢管(GB/T3091-1993)也称镀锌电焊精密钢管,俗称白管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)精密钢管。精密钢管接壁厚分为普通镀锌精密钢管和加厚镀锌精密钢管;接管端形式分为不带螺纹镀锌精密钢管和带螺纹镀锌精密钢管。精密钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。
3.普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的精密钢管。
4.直缝电焊精密钢管(YB242-63)是焊缝与精密钢管纵向平行的精密钢管。通常分为公制电焊精密钢管、电焊薄壁管、变压器冷却油管等等。



精密钢管的冷拔
拔制管材的各种常规方法如图1所示。
(1)无芯棒拔管,用于只减小管子外径。
(2)不动短芯棒拔管,用于同时减小管子外径和壁厚;这种方法由于芯棒固定,且使用固定外模,摩擦阻力大,拔制力大,道次变形量小;优点是拔制方法简单,故被广泛应用。
(3)浮动芯棒拔管,常用于卷筒拔管,能生产很长的管子(100m以上)。浮动芯棒拔制时拔制力较小,可提高道次变形量;由于不存在拉杆的限制,可带芯棒拔制直径很小的管子。
(4)长芯棒拔管,拔管时由于芯棒同管子一起运动,基本上了芯捧上的摩擦阻力,因而可降低拔制力和增加道次变形量;芯棒运动还可降低管子内表面粗糙度;长芯棒拔管的缺点是对芯棒要求严格,且拔后要脱棒。脱棒的方法有两种:一种是在斜轧机上将管子和芯棒一起展轧,使管子少量扩径,之后在抽棒机上将芯棒抽出;另一种是利用双模拔制来进行抽芯棒前的扩径(见图2),后一个模子是附加模,通过附加模时管壁只有很小的变形量,管子直径稍有扩大,可降低脱棒时的脱棒力;也可用两个四辊滚模进行展轧脱棒。
(5)扩径拔管,管子壁厚减小,直径增大,管长有些缩短;扩径拔管时,管子固定不动而拉杆带动芯棒从管内通过。



焊接精密钢管标准
焊接精密钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的精密钢管。焊接精密钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝精密钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接精密钢管的品种规格日益增多,并在越来越多的领域代替了无缝精密钢管。焊接精密钢管按焊缝的形式分为直缝焊管和螺旋焊管。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30-,而且生产速度较低。
因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。


