



不要错过这部精心制作的#精密钢管#-欢迎您产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:枣庄山亭#精密钢管#-欢迎您的图文介绍

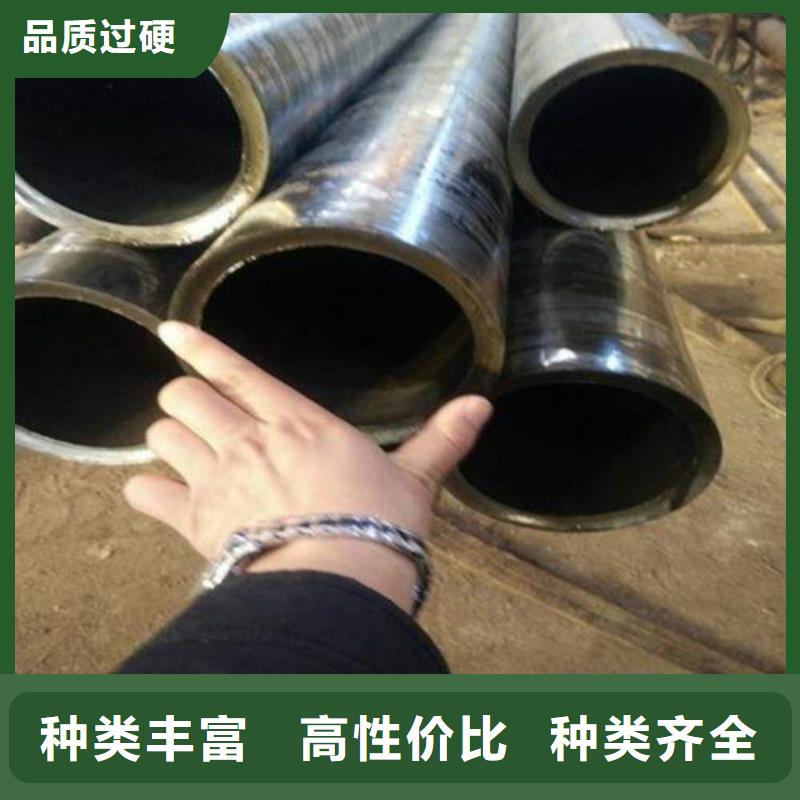
精密钢管如何生锈。用化学酸洗完之后再用电解方法进行一次补充就可以让精密钢管得到非常好的保护了,对精密钢管进行除锈,在给精密钢管除锈时主要采用钢丝刷对它的表面进行打磨,这种方法可以有效的去除精密钢管表面松动或翘起的铁锈。对精密钢管的表面进行清洗,在对精密钢管进行清洗时要用溶剂或乳剂对表面进行清洗,用来达到除油和除灰尘的作用,这种方法只适合于去除精密钢管表面的油脂和灰尘对锈和氧化皮是无法去除的,因此在防腐生产中这种方法只能作为辅助手段。
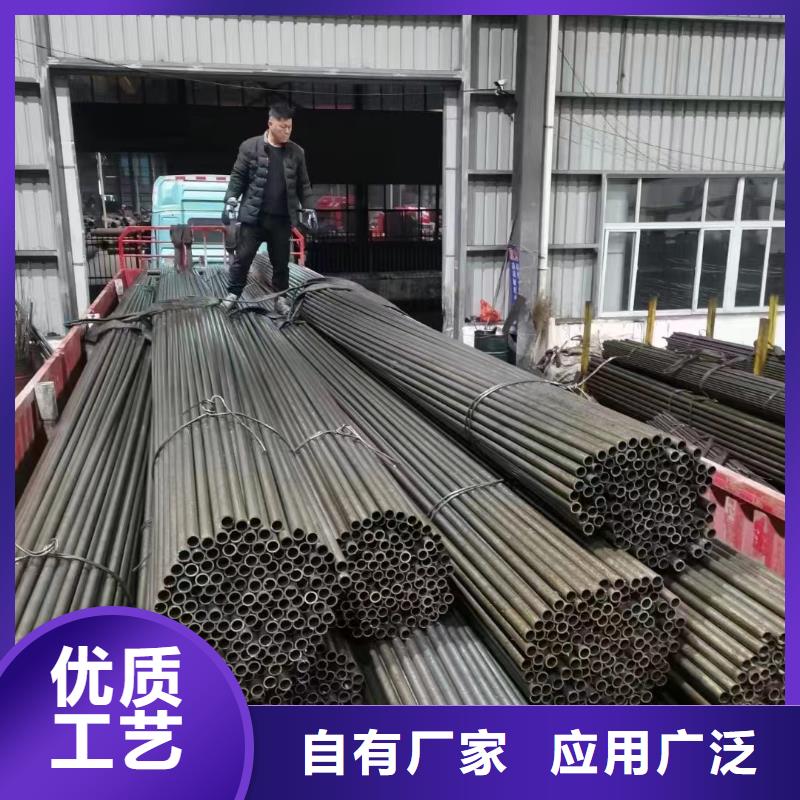
精密钢管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧精密钢管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足精密钢管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧精密钢管焊接,从而获得稳定的精密钢管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。
精密钢管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧精密钢管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足精密钢管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧精密钢管焊接,从而获得稳定的精密钢管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。


据相关人士介绍,精密钢管、动力煤掉期业务与同类商品之间存在一些明显区别,比如说掉期有月度、季度和年度协议,覆盖期限超过2年半,而商品一般覆盖12个月度合约;掉期由场外经纪人通过电子、等询价方式达成交易,而商品为场内集中竞价方式达成交易;掉期为现金交割,而商品为实物交割等。 数据显示,2014年6月份,粗钢日均产量达到230.98万吨,相当于年产43亿吨水平,远高于5亿吨国内粗钢导向性消费量;即便在这种情况下,于人员安置、资通等不得已“苦衷”,许多企业还是硬着头皮再不断吹大产能泡沫。 8月21日,中国报从2014中国煤焦钢产业大会获悉,在“组合拳”积极引领下,直面结构调整阵痛,限制产量、淘汰过剩产能成为全行业共识,在长期以来难以控制产能扩张冲动终于得到,煤焦钢行业加速迎来变局。 与此同时,不断攀高率也在考验着企业资金链。价格下跌背后,是煤矿关停、钢贸商倒闭、焦化厂焖炉等现象堆积困局,是多年来产能非理性扩张恶果。面对大面积亏损,煤焦钢行业终于“清醒”过来。为从源头上缩减粗钢产量,缓解产能过剩压力,此前公布了2014年44家炼铁和30家炼钢企业淘汰落后和过剩产能企业名单,精密钢管业共淘汰落后和过剩产能达4800.4万吨。



鑫邦源特钢(枣庄市山亭区分公司)不断创新的企业文化培养了一支的员工队伍,“精益求精、改善永无止境”的经营理念不断在企业的经营活动中得到。公司在追求精益求精的过程中,不断完善自我、树立品牌形象,在企业持续发展的过程中与客户精诚合作,竭诚为新老用户提供具优质的 12cr1movG 高压合金管产品及服务,为顾客创造价值,为社会进步做出贡献。


精密钢管应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,精密钢管强度下降;反之,精密钢管边缘加热不足,挤压后成型不良。精密钢管是一个或一组精密钢管专用磁棒,精密钢管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、精密钢管精密钢管边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在精密钢管精密钢管边缘附近,使精密钢管边缘加热到精密钢管温度。精密钢管用一根钢丝拖动在精密钢管内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于精密钢管快速运动,精密钢管受精密钢管内壁的磨擦而损耗较大,需要经常更换。精密钢管经精密钢管和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠精密钢管的快速运动,将焊疤刮平。精密钢管内部的毛刺一般不。


