









所以对于给水球墨铸铁管的质量是要求很是高的,因为一旦因为质量问题导致了给水球墨铸铁管泄漏,将会浪费很多的资源,并且要想修补的话将会是一个很大的工程,很不方便,所以这就要求我们在使用之前一定要仔细的检查给水球墨铸铁管是否有缺漏,在选购的时候一定要仔细的考察公司资质和产品质量,如果您有需要的话可以找我们,我们在生产和制造的过程中一直都是严格的按照施工要求和标准来实施的,所以您打可以放心的进行购买和使用。球铁生产中,由于Ce的存在,Sr的孕育效果受到削弱。含Zr硅铁有类似于含Ba硅铁的作用,而表现得较弱。但Zr有除气功能和合金化作用,对铸铁的力学性能起稳定作用。含Zr硅铁的熔点高,故常Zr-Mn共存,以降低其熔点。高Ca的孕育剂,兼有脱硫脱氧和防白口及增加石墨核的作用,在二十世纪五、六十年代多有使用,后来由于焦碳和铁液质量的改善,CaSi已很少单独使用,偶见于与FeSi或FeSiRE复合使用。碳硅孕育剂中的碳(石墨)使这种孕育剂有十分的防止白口能力。对由高温铁液生产边角多、壁厚较薄的灰铁件时,较为适用。水压薄壁件,有防渗漏要求时,亦可作为选项。球铁生产中,碳硅孕育剂不应使用。球墨铸铁管是用来长距离的运输我们生活必须的资源。
球墨铸铁管与砂型相比外观质量有明显的提高,但也出现了一些意想不到的缺陷,现将这些缺陷形成的原因及克服的方法介绍如下:承插口椭圆度超标消失模所用的涂料是水基涂料,浸涂时使泡沫塑料模样变湿,降低了刚度,烘干后产生变形,造成了球墨铸铁管件变形。 在自来水管道工程上沿用数十年的灰铸铁刚性接口管,由于其强度低、重量大、施工费力及使用寿命短等缺点,已经基本上被柔性接口球墨铸铁管取代。这种变形如生产在承插口部位,可使其公差尺寸或椭圆度超标,使球墨铸铁管件报废。这种缺陷一度是造成废品的主要原因。后来用铝制或聚氯乙烯定型环的方法得到了解决,即在涂料前将定型环放入承插口内径,在 次涂料烘干后,消失模的刚度明显增加再涂第二次涂料,即可变形。

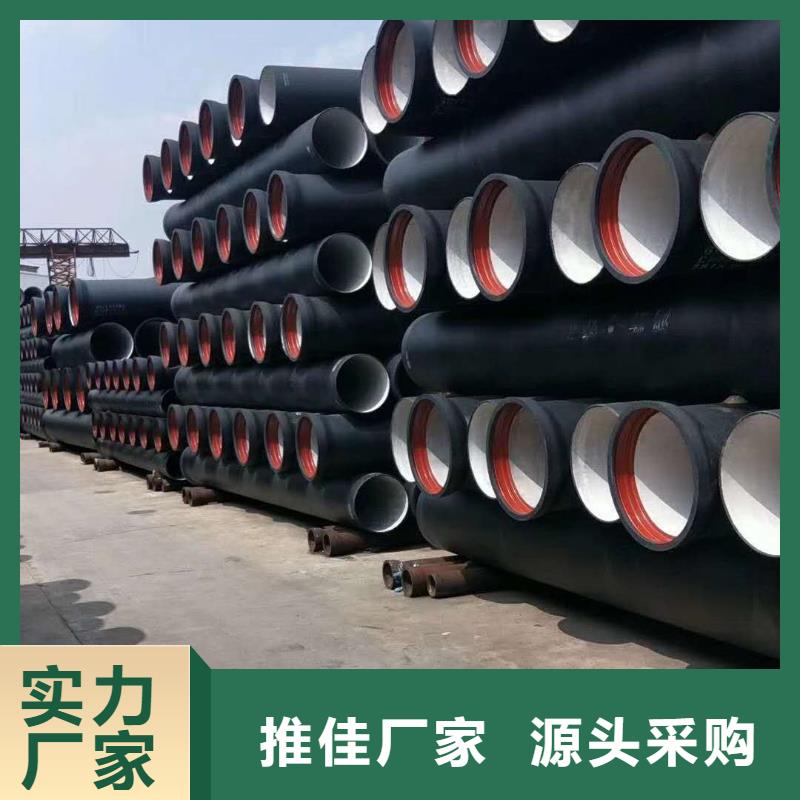
球墨铸铁管减少夹渣缺陷 为了降低铁水中的硫含量,减少硫化物的产生,应控制w (s) < 0.02%;浇注温度应适当提高,以方便夹渣的漂浮;球化剂中稀土含量不宜过高,稀土含量控制在1 ~ 2%;加强清渣留渣效果;铁液中残留镁的流速不宜过高(控制在0.035-0.045%),以降低铁液的表面氧化。球墨铸铁管具有更高的抗内力和抗外界压力,更好的耐腐蚀和耐磨性能。同时具有施工方便、界面密封性能好、运行系数高的优点。近年来,在铸铁材料市场上发展迅速。球墨铸铁管机应防止铁液因溜槽振动溅起,插座处的砂芯应妥善放置,避免毛刺。为控制铁水成分,降低铁水硅含量,加入球化剂后w (SI)含量应控制在0.8-1.2%。所述圆弧型喷雾冷却管均匀布置在离心机壳体内,并分段设置,以避免各分段冷却水的相互影响优化工艺参数,减少管体的厚重蒙皮.控制原料添加量,

管线的试压。试压区段长不应大于1000m。实验压力。工作压力≦1Mpa,则实验压力乘1.5倍,当工作压力大于1Mpa则实验压力为工作压力加上0.5Mpa。实验方法。在实验压力下10分钟降压不大于0.05 Mpa时则实验合格.在管道的弯头、降低球墨铸铁管在退火炉内的热焓增量三通管件处,应使用混凝土墩,以阻止管内压力产生的推力;对安装在斜坡上的管道,也应在每只管子承口后面筑混凝土墩。
球墨铸铁管在退火炉内的热焓增量主要由球铁管在炉内加热的温度和球铁管的入炉温度决定,因此降低球铁管在炉内的热焓增量主要是降低退火温度和提高球铁管的入炉温度。在偏转角度较大的管线处,可使用T型承套。与管接口相比,承套允许双倍的偏移角度,并且可将切下的直管拥有利用。使用K型承套可以连接断开的两段管线。