


联系我们

镀锌焊管诚信厂家
更新时间:2026-02-15 22:59:25 ip归属地:太原,天气:晴,温度:-13-0 浏览次数:1 公司名称: 苏沪金属制品(太原市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 4800 |
| 发货期限 | 两天 |
| 供货总量 | 3000 |
| 运费说明 | 物流 |
| 小起订 | 1吨 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q345B |
| 产品品牌 | 神悦 |
| 产品规格 | 规格齐全 |
| 发货城市 | 包头 |
| 产品产地 | 天津 |
| 加工定制 | 加工 |
| 产品型号 | 型号齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 镀锌 |
| 质保时间 | 一年 |
| 外形尺寸 | 圆形 方形 |
| 适用领域 | 建筑、机械、煤矿、化工、电力、铁道车辆、汽车工业、公路、桥梁、集装箱、体育设施、农业机械、石油机械、探矿机械等制造工业 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 无功率 |
| 工作温度 | 530 |
| 长度 | 3米 4米 5米 6米等 |
| 范围 | 镀锌焊管供应范围覆盖山西省、太原市、大同市、长治市、晋城市、阳泉市、朔州市、晋中市、运城市、忻州市、临汾市、吕梁市 小店区、迎泽区、杏花岭区、尖草坪区、万柏林区、晋源区、清徐县、阳曲县、娄烦县、古交市等区域。 |



nmgsy<太原>神悦钢材有限公司
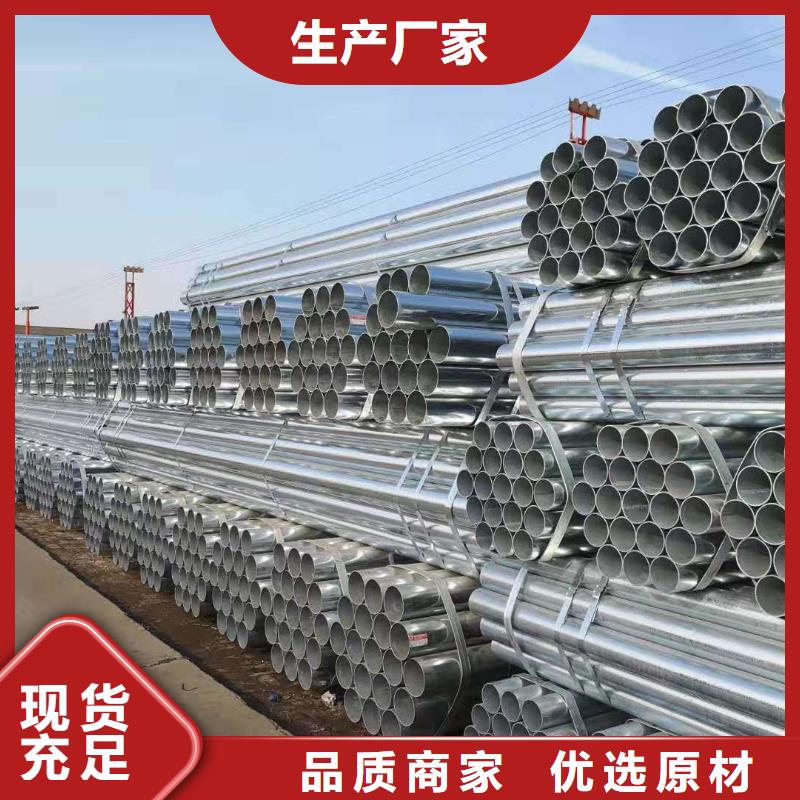
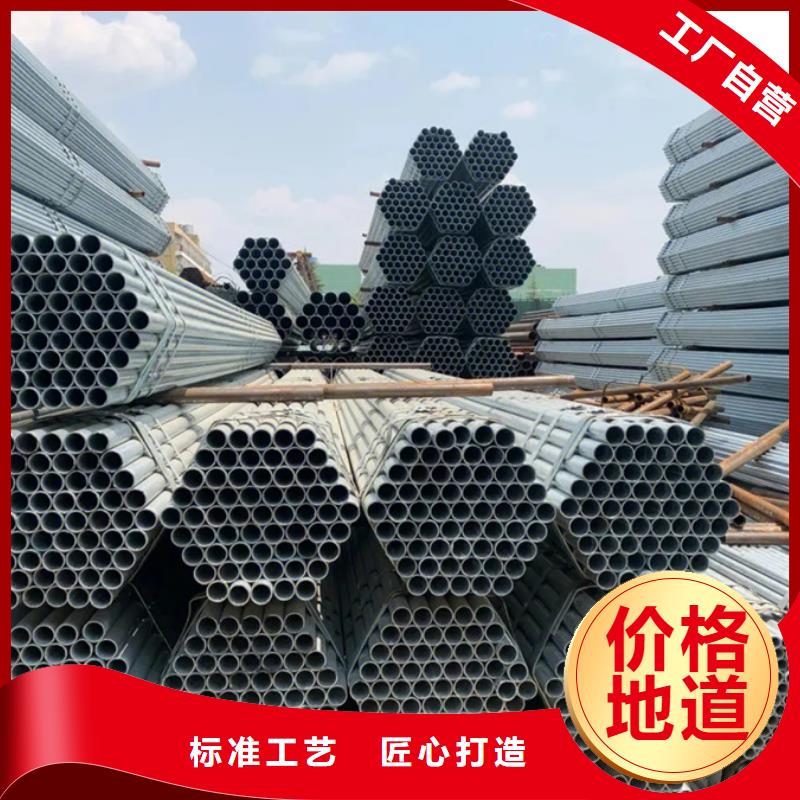
规定太原镀锌管具有较高的长期抗压强度、较高的抗氧化腐蚀能力和优良的机构可靠性。 太原镀锌管的主要用途:一般蒸汽管主要用于生产再热器管、沸水管、饱和蒸汽管、电力机车加热炉用饱和蒸汽管、大小排气管和拱砖管等。 镀锌管主要用于生产高压、高压加热炉的受热面管、再热器管、导管、主蒸汽管等。 制造太原镀锌管的原材料一般具有长期抗压强度高、抗氧化、耐腐蚀等特点,以保证生产的质量和有效性。 在太原镀锌管的生产过程中,要获得这样的优质管材,有很多工序。太原镀锌管的冷作硬化后,可以获得比较满意的合金成分。工艺技术是光亮淬火炉,是使用的关键。废不锈钢板的热处理在维护气氛中中断。此外,光亮淬火后对合金成分的要求也不同,因此光亮热处理的整个过程也会有所不同。
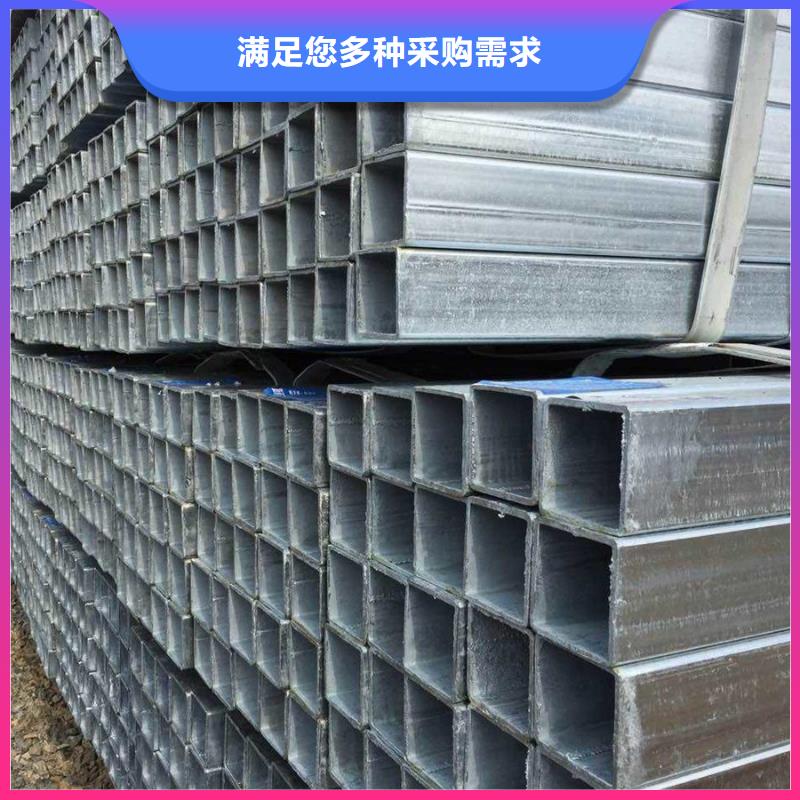
钢基材涂层是常用的方法,也是所有方法中有效的。 太原镀锌管大大增加了钢材的耐腐蚀性能,也增加了热镀锌方管、热镀锌角钢等产品的销量。 由于热镀锌工艺温度较高,回火温度较低的材料在镀锌过程中容易被退火,从而降低硬度。 此外,在配合件上采用热镀锌的,还应考虑镀层厚度对配合公差的影响。 是沿带材长度方向在水平面上向一侧弯曲或月牙形弯曲的现象; 是由于带钢在轧制过程中沿宽度方向两侧变形不均匀造成的。 弧形焊管在生产中容易造成搭焊,成型时偏斜甚至倾覆。 太原镀锌方管是带材边缘部分在纵向上反复弯曲的现象; 是带钢轧制时中心部和边缘部沿宽度方向变形不均匀造成的。 波形弯曲在成型焊接时会造成严重的搭接焊,不能产生,所以不允许出现。 是带材边缘呈锯齿状、凹凸不平的现象,一般发生在纵向剪切带材上。 原因是分切机的圆盘剪刀钝或有缝隙。 咬边严重的镀锌方管在焊接时会影响焊缝的质量稳定性,会因局部“缺肉”而产生裂纹和裂纹。 结疤和压痕是轧制过程中异物粘在轧辊上造成的; 划痕是钢带在行进过程中被辊道或地板上的异物划伤造成的,尤其是在冷轧钢带未上油的情况下。


太原镀锌管回弹补偿阶段:扇形块在阶段2的位置开始进一步减速,直至到达要求的位置,即工艺设计要求的回弹前钢管的内圆周位置。 稳压阶段:在扇形块弹回之前,钢管内圆周保持静止一段时间,是设备和扩径过程所需的稳压阶段。 卸荷回退阶段:扇形块在回弹前从钢管内圆周开始快速回缩,直至到达初始膨胀位置,即膨胀过程所需扇形块的小收缩直径。 在实际应用中,在工艺简化时,可以将步骤2和步骤3合并简化,对钢管扩管质量没有影响。 在国内,能生产X120直缝镀锌方管的宝钢、太钢在扩管时均采用了上述五段机械扩管技术。 设计制造各种规格型号的太原镀锌方管模具,使产品形成系列化,在行业内享有较高的声誉。 今天镀锌方管厂家教你如何提高钢管的使用寿命:在钢基材上涂敷是常用的方法,也是各种方法中效果 的一种。镀锌大大增加了钢材的耐腐蚀性能,也增加了热镀锌方管、热镀锌角钢等产品的销量。
只有对镀锌无缝管进行质量管理,才能进行生产工作的操作过程,也是保证操作人员人身的必备要素。 重点应用大跨度钢网架、工程项目房屋建筑钢结构工程施工、电力安装工程及高压输变电工程建设工程、自动化机械、海底隧道、道路、公路桥梁、市政管网 、基础路基、基础打桩、水气管道、公路建设等公共服务设施。 根据太原镀锌管焊接工艺相关技术标准,对焊丝和焊膏的规格进行检查,防止因焊丝误操作造成电弧焊和电焊的生产事故, 焊膏。 二是对弧焊点焊生态环境进行监管。 当自然环境较弱时,应采用相应的方法进行弧焊和电焊。 焊前检查焊接规格和型号,包括间隙、钝边、视角和通缝,均不符合制造工艺要求。 太原镀锌管在埋弧自动内外弧焊的整个过程中,所使用的加工工艺参数,如弧焊量、焊接工作标准电压、焊接焊接速度等都是有问题的。 在监理电焊工埋弧自动式内外弧焊时,可灵活应用镀锌无缝管端弧板的长度,提高内外弧焊电焊弧板的应用效率,有利于 改进液压钢管端部。 弧焊焊接质量。 监督弧焊和电焊工作的工人是否先将煤灰清理干净,接头是否已经解决,焊接处是否有机油、铁锈、熔渣、水、油漆等。