以下是:广西省崇左市【直缝管大口径钢管本地配送】的产品参数
以下是:广西省崇左市【直缝管大口径钢管本地配送】的图文视频
【钢兴】为您提供
宁明内外抛光流体管、
江州3PE防腐钢管、
桂林A333Gr.6无缝钢管、
百色20#流体管等多元产品与服务。
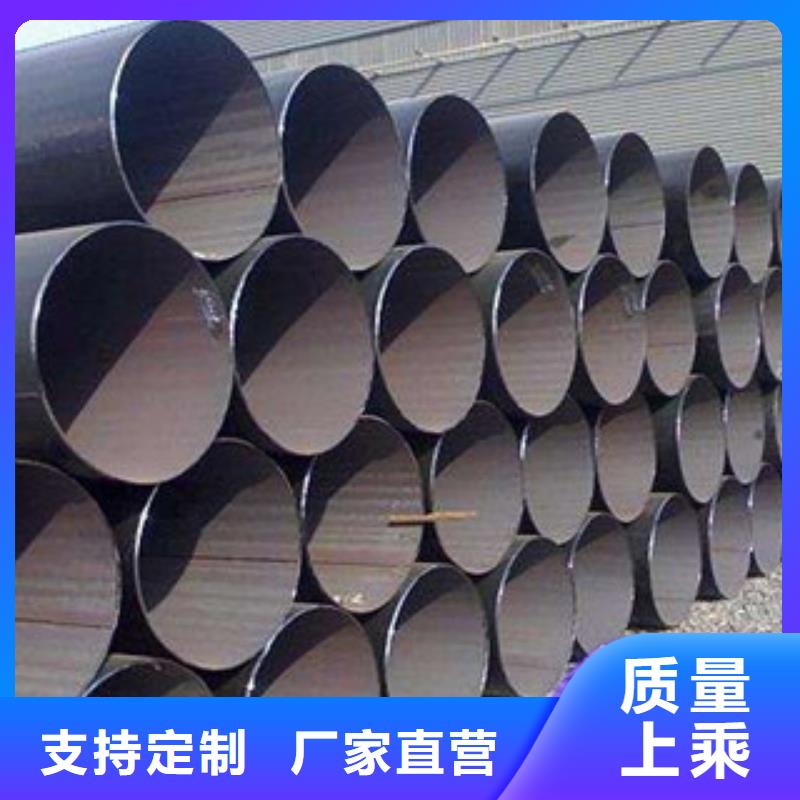
【直缝管大口径钢管本地配送】,
钢兴钢管(崇左市分公司)为您提供
【直缝管大口径钢管本地配送】的资讯,联系人:
刘学成,电话:
【18762195566】、【18762195566】。 广西壮族自治区,崇左市 崇左市被誉为中国的糖都和锰都,是中国的甘蔗种植、蔗糖生产基地,是中国白头叶猴之乡、中国木棉之乡、珍贵树种培育示范市,获评森林城市、全国绿化模范城市。境内居住着28个民族,有跨国大瀑布德天瀑布、世界文化遗产左江花山岩画、世界八大斜塔之一的左江斜塔、扶绥县金鸡岩、凭祥市友谊关等旅游景点。
为了给您提供更的【直缝管大口径钢管本地配送】产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:广西崇左【直缝管大口径钢管本地配送】的图文介绍
钢兴钢管(崇左市分公司)将致力于不断提高【3pe防腐钢管】产品工艺和品质,并且不断发展新【3pe防腐钢管】产品以保持市场的竞争能力。以真诚、务实、优质、为企业宗旨,竭诚为广大客户服务。



JCOE成型的优势
大直径直缝埋弧焊管是以钢板为原料,经过不同的成型工艺,采用双面埋弧焊接和焊后扩径等工序制成焊管。直缝埋弧焊管生产工艺不管采用哪种生产方法,如钢板超声波检查、铣边、边缘处理和成型后的管坯点焊、内外埋孤焊、超声波探伤、扩径、水压试管等工序基本上是大同小异,关键是成型工序不同。因此,根据成型工序,SAWL又可以具体分为辊弯成型(砌强)、连续扭转成型、UOE成型和JCOE成型工艺4种。
RBE成型是一种传统的成型工艺。该成型法是将钢板压边后在三辊或四辊之间经多次滚压卷制成圆筒形,然后采用双面埋弧焊接成型。该成型方式的优点是设备小、重量轻、投资少、管径范围大、产量适中且生产灵活,对市场适应性强,但也存在管筒开口大、易错边、不易控制等缺点。对于大直径、高钢级、大壁厚钢管生产难度较大,由于该成型法成型上辊中部无支撑,受其刚度的限制,往往出现中间宽,两头窄的现象。



直缝埋弧焊管以其性能优、尺寸精度高等特点,适用于自然条件恶劣的三、四类地区。目前,国产直缝焊管的焊缝余高普遍偏高,对钢管生产、使用造成不利影响。因此,研究如何降低焊缝余高,对控制焊缝质量,降低生产成本、焊管后期使用中的隐患等具有一定的现实意义。
焊缝余高控制不当,造成的不利影响具体表现为以下几个方面:①焊缝余高过高会加大焊接材料的消耗,增加人工修磨成本。焊接时,焊接材料用于填充坡口及形成焊缝余高,壁厚越薄,则坡口尺寸越小,焊缝余高所占填充金属的比例就越大。对壁厚10 mm以下的钢管,余高所占焊缝金属填充材料的比例在70%以上,降低焊缝余高可大幅度节约焊接材料,节约人工修磨成本;②焊缝余高过高会增加防腐成本,降低防腐质量。过高的焊缝余高使防腐层在焊缝顶部明显减薄,不仅大幅度增加了防腐涂料的消耗量,并且降低了焊缝附近防腐层的附着性,管线服役中易产生剥离;③焊缝余高过高会增加钢管的质量隐患。焊趾是钢管应力、应变集中及组织弱化区,焊缝余高过大,增大了焊趾处的应力集中系数,易诱发径向裂纹等缺陷。由于无损检测条件的限制,当焊趾处几何形状不规则时,容易使浅表层的扩径裂纹被漏检,对钢管的后期使用带来隐患。


连续扭转成型工艺采用芯棒扭转成型,是用卷制法将平整的钢板通过一个纵向夹钳夹住及三辊卷板,加工成较长节段的圆管筒。卷板成型机由三辊组成,上辊为成型辊,固定着纵向夹钳,为主动辊,其直径大小需按生产规格而变换。下辊为两个从动辊,其直径一定,位置固定,不随生产钢管规格而变动,起着限位、固定、支撑等作用。连续扭转生产线由于本身具有更换规格快而简单,品种灵活,产品规格范围大,可生产规格范围内的任意直径尺寸的钢管等特点。但在生产不同直径和壁厚尺寸组合的钢管时,需要很多成型芯辊,造价较大,并且小直径、大长度的焊管成型精度较差,防偏装置接触处的质量得不到有效的控制。



在广西省崇左市采购【直缝管大口径钢管本地配送】请认准钢兴钢管(崇左市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:刘学成-【18762195566】)。