
产品详细介绍
以下是:山东省潍坊市无缝钢管焊管一手货源源头厂家的产品参数
导读 【鹏鑫】业务覆盖多元场景,提供以下产品和服务:寿光无缝钢管、诸城无缝钢管、淄博无缝钢管、威海无缝钢管、枣庄焊管、莱芜无缝钢管等。无缝钢管焊管一手货源源头厂家,鹏鑫钢铁(潍坊市分公司)为您提供无缝钢管焊管一手货源源头厂家,联系人:李经理,电话:【0527-88266888】、【0527-88266888】。 山东省,潍坊市 2022年,潍坊市实现生产总值7306.45亿元,同比增长3.7%。
无论您是初次接触还是已经熟悉,我们的无缝钢管焊管一手货源源头厂家产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:山东潍坊无缝钢管焊管一手货源源头厂家的图文介绍


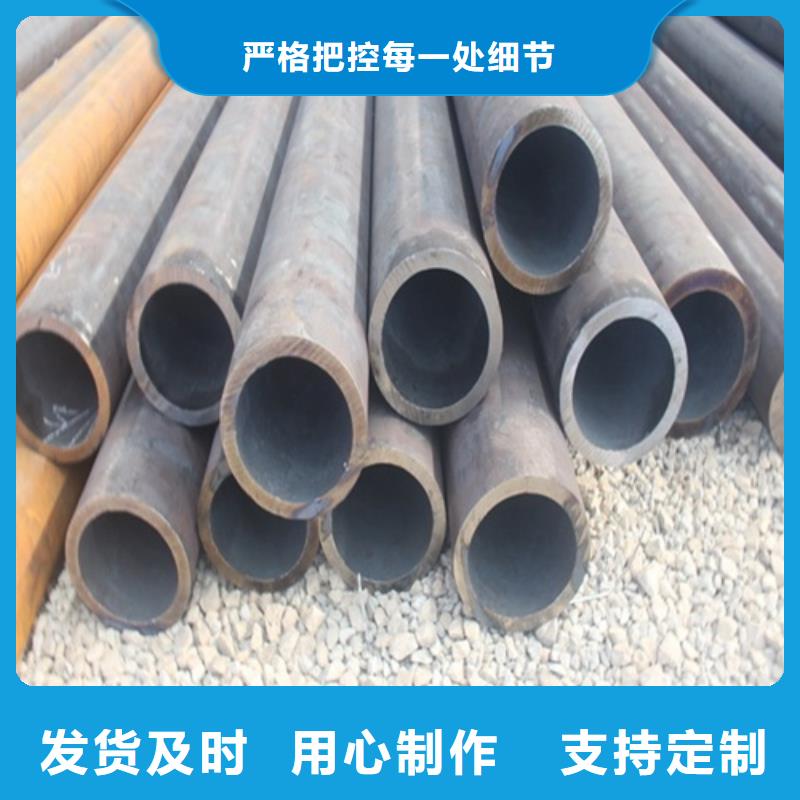
山东潍坊厚壁无缝钢管一般以通常长度交货。 通常长度应符合以下规定: 热轧(扩)管:3000~12000 mm 冷轧(拔)管:2000~10500 mm 热轧(扩)短尺管的长度不小于2 m. 冷轧(拔)短尺管的长度不小于1 m, 定尺长度和倍尺长度:定尺长度和倍尺长度应在通常长度范围内.全长允许偏差分为三级。 一般,冷拔厚壁无缝管壁厚S的公差为±10%S,外径D的公差根据D的大小有很大变化,大概从±0.1mm到±1%D公差实际参数值的允许变动量。参数,既包括机械加工中的几何参数,也包括物理、化学、电学等学科的参数。所以说公差是一个使用范围很广的概念。对于机械制造来说,制定公差的目的就是为了确定产品的几何参数,使其变动量在一定的范围之内,以便达到互换或配合的要求。



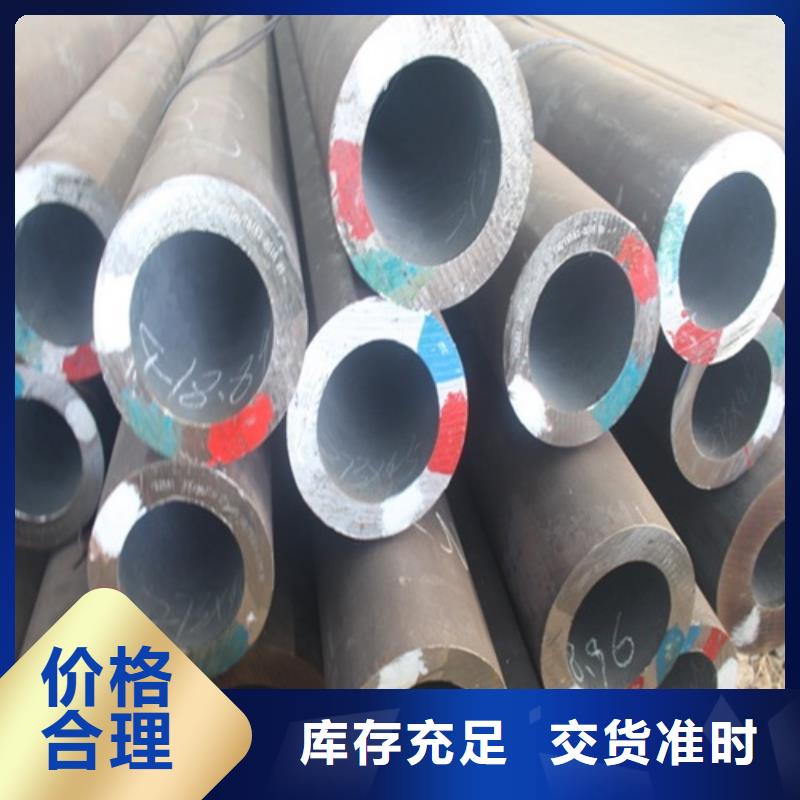
改善无缝钢管壁厚精度的措施 无缝钢管壁厚的控制是无缝钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面: 1、管坯加热 加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢,*大升降温度不超过30℃。 2、定心辊 确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。 3、轧制中心线 确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。 4、轧制工具 对于磨损的顶头、导板、轧辊等轧制工具要及时更换。 5、轧制工具安装 辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。 6、穿孔顶杆 穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。 7、轧机芯棒 芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高无缝钢管的壁厚精度。 8、芯棒的精度 芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。 9、完善工艺 完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。


鹏鑫钢铁(潍坊市分公司)在激烈的市场竞争中,能实现稳步发展,靠的是以市场为导向,以质量为生命,以技术创新为依托。研究 无缝钢管市场的同时,不忘抓质量,并以不断的资金投入,确保技改项目的成功实施,从而提高了 无缝钢管产品质量,扩大了市场份额。市场经济不同情弱者,但也不会倾情于鲁莽,面对企业的生存竞争,更多的是依靠理性和智慧。以 无缝钢管产品质量赢得市场。



无缝钢管是一种具有中空截面、周边没有接缝的长条钢材。按钢管中的组织成分可分为碳素结构钢、低合金结构钢和渗碳—淬火型钢三种。 按照断面形状又可分为圆管和异形管,广泛应用的是圆形钢管,但也有一些方形、矩形、半圆形等边角形断面钢材或一些专用用途的特种钢材。 无缝钢管主要用做石油地质钻探管、石油化工用的裂化管(GB9948-2006)。 1、一般用途的无缝钢管由普通的碳素结构钢、低合金结构 钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件如桥梁、船舶等 。 2、根据生产方法不同分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种 。 3、 精密无缝不锈钢管:用各种不锈钢热轧,冷轧制成的有TJ35A335P91等 ,用于流体输送 、油井中压管线及化工设备 、机械零部件等 。 4、 不锈 耐酸 无缝方矩 管:采用优质碳素工具钢或普低碳C45# 钢研拉制成毛坯 ,经热处理调质后 ,再经高频表面淬火处理而硬化 ,其硬度可达HRB85-HRF90以上。 5、 高频焊管的材质一般有Q235A Q235B Q345D 16Mn 20# 35 # 50 # 60 # 等。 6、 焊接工艺分直缝埋弧焊和高频电阻焊接两大类。 7、 根据用途不同分油井泵站用高压油管;锅炉用高压油管;化肥设备用高压油管 ;石油裂化装置用高压油管;输水管道用过渡接头 ;核电工业应用的高压水管线 ;电力工程电缆穿线套管。 8、 根据规格大小分小口径 (DN15~DN300mm ) 中口径 (DN350~1000mm ) 大口径 ( DN1200~2000mm )。


厚壁无缝钢管比较常见的退火工艺 1、完全退火。用于对铸造、锻造和焊接后力学性能较差的中低碳钢粗大过热组织进行细化。将工件进行加热到铁素体全部社会转变为奥氏体的温度通过以上30~50℃,保温工作一段发展时间,然后随炉缓慢冷却,在冷却系统过程中奥氏体再次开始发生经济转变,即可使钢的组织变细。 2、球化退火。用于降低工具钢和轴承钢锻造后的高硬度。将工件进行加热到钢开始发展形成一个奥氏体的温度通过以上20~40℃,保温后缓慢以及冷却,在冷却系统过程中珠光体中的片层状渗碳体变为球状,从而降低了材料硬度。 3、等温退火。用于降低一些高镍、高铬合金结构钢的高硬度,用于切削。一般可以先以发展较快增长速度进行冷却到奥氏体较不稳定的温度,保温适当使用时间,奥氏体转变为托氏体或索氏体,硬度即可通过降低。 4、重结晶退火。用于金属线材在冷拔冷轧过程中的硬化现象(硬度增加、塑性降低)。加热温度进行一般为钢开始发展形成奥氏体的温度以下50~150℃ ,只有通过这样我们才能有效加工硬化效应使金属软化。 5、石墨化退火。用于将含有大量渗碳体的铸铁换成具有良好塑性的可锻铸铁。工艺进行操作是将铸件材料加热到950℃左右,保温具有一定工作时间后适当提高冷却,使渗碳体分解形成团絮状石墨。 6、扩散退火。它可以使合金铸件的化学成分均匀化,提高合金铸件的性能。方法是在不发生熔化的前提下,将铸件进行加热到尽可能高的温度,并长时间使用保温,待合金中各种文化元素通过扩散发展趋于稳定均匀分布后缓冷。 7、应力退火铸钢件和焊缝中的内应力。



总结无缝钢管焊管一手货源源头厂家,鹏鑫钢铁(潍坊市分公司)为您提供无缝钢管焊管一手货源源头厂家产品案例,联系人:李经理,电话:【0527-88266888】、【0527-88266888】。