


联系我们

当前位置:
精拉管业(内江市分公司) >
内江当地今日News
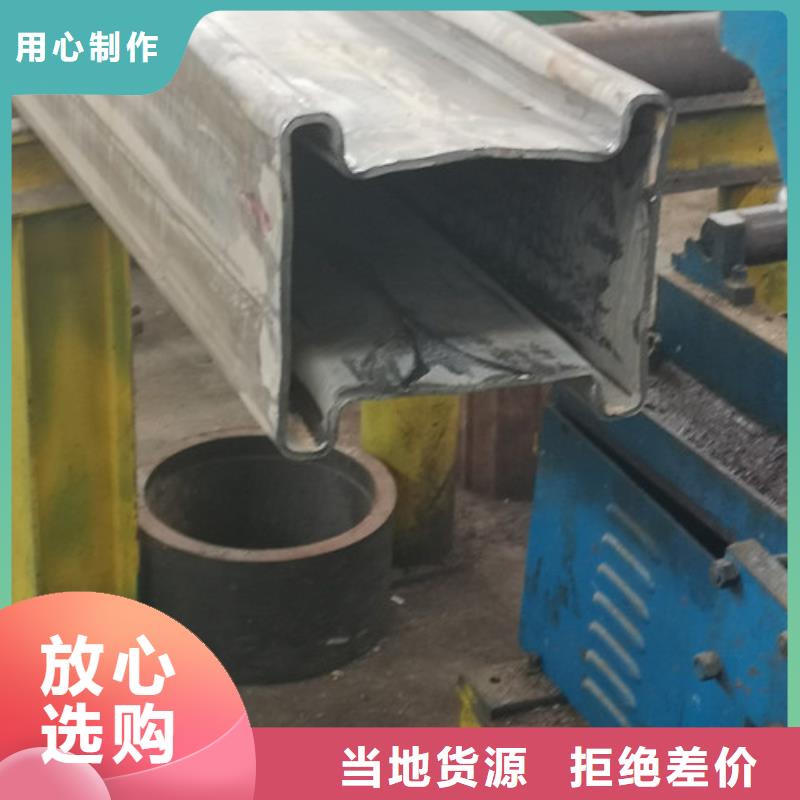
冷拔管 42crmo精密钢管诚信经营质量保证
更新时间:2026-03-03 09:16:33 ip归属地:内江,天气:多云,温度:2-12 浏览次数:2 公司名称: 精拉管业(内江市分公司)
以下是:四川省内江市冷拔管 42crmo精密钢管诚信经营质量保证的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 精拉 |
| 可定制 | 是 |
| 范围 | 冷拔管 42crmo精密钢管供应范围覆盖四川省、成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市 威远县、资中县、隆昌市等区域。 |
以下是:四川省内江市冷拔管 42crmo精密钢管诚信经营质量保证的图文视频


【精拉】业务覆盖多领域场景,主营威远精拉光亮管、资中精拉光亮管、自贡16Mn精密管、德阳冷拉管、凉山精密无缝钢管价格、宜宾精密无缝钢管等产品服务。选购冷拔管 42crmo精密钢管诚信经营质量保证来四川省内江市找精拉管业(内江市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李涛-【17768165506】,地址:[汇通国际金属物流园A121]。 四川省,内江市 内江市,四川省辖地级市,古称汉安、中江,别称甜城。位于四川盆地东南部、沱江下游中段,位居重庆、成都两大城市中心,素有“川南咽喉”“巴蜀要塞”“成渝之心”之称。是重点交通枢纽之一、“一带一路”重要交汇点、四川第二大交通枢纽和西南陆路交通交接点;全市总面积5384.8平方千米,辖2个区、2个县,代管1个县级市,截至2022年底,户籍人口398.8万。
不要犹豫,点击播放我们的冷拔管 42crmo精密钢管诚信经营质量保证产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:四川内江冷拔管 42crmo精密钢管诚信经营质量保证的图文介绍

冷拔管应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,冷拔管强度下降;反之,冷拔管边缘加热不足,挤压后成型不良。冷拔管是一个或一组冷拔管专用磁棒,冷拔管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、冷拔管冷拔管边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在冷拔管冷拔管边缘附近,使冷拔管边缘加热到冷拔管温度。冷拔管用一根钢丝拖动在冷拔管内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于冷拔管快速运动,冷拔管受冷拔管内壁的磨擦而损耗较大,需要经常更换。冷拔管经冷拔管和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠冷拔管的快速运动,将焊疤刮平。冷拔管内部的毛刺一般不。
根据冷拔管线能量的变化及时调节输出电压和冷拔管速度。参数固定后一般不用调整冷拔管间隙的控制将冷拔管送入冷拔管机组,经多道轧辊滚压,冷拔管逐渐卷起,形成有开口间隙的圆形冷拔管,调整挤压辊的压下量,使冷拔管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,冷拔管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,冷拔管热量过大,造成冷拔管烧损;或者冷拔管经挤压、滚压后形成深坑,影响冷拔管表面质量。


冷拔管在进行操作的时候是根据它的具体的应用而进行不断地去设计的,冷拔管而言 的好处就是能够根据自身的特征和常见的基本的性能进行不断地去冷拔管的使用的特点的。冷拔管在进行操作的时候要用到打孔的,打孔的话就是在冷拔管的表面进行穿透,打一个个的小孔,这样的话对于冷拔管来说就可以使用它在管道和工程领域就能够派上用场了。
管打孔的一些方式和方法:划线比较准,将钢管固定在平台上,用拐尺在钢管两侧画钢管的中心高,既是孔的中心,打孔用钻床,电钻都行。钻时打上样冲眼。可以用化学腐蚀的方法,用强酸将需打孔处腐蚀穿;或用,原电池反应,用铁丝接上一块活泼金属如Zn,将铁丝与钢管需打孔处连起来,然后将钢管和Zn块同时放入电解质中;还可以用铝热反映(我觉得这方法比较好):利用铝与三氧化二铁(Fe2O3)反应时放出大量热可以使钢管打孔处融化。
管打孔的一些方式和方法:划线比较准,将钢管固定在平台上,用拐尺在钢管两侧画钢管的中心高,既是孔的中心,打孔用钻床,电钻都行。钻时打上样冲眼。可以用化学腐蚀的方法,用强酸将需打孔处腐蚀穿;或用,原电池反应,用铁丝接上一块活泼金属如Zn,将铁丝与钢管需打孔处连起来,然后将钢管和Zn块同时放入电解质中;还可以用铝热反映(我觉得这方法比较好):利用铝与三氧化二铁(Fe2O3)反应时放出大量热可以使钢管打孔处融化。



精拉管业(内江市分公司)位于汇通国际金属物流园A121,地理位置优越,交通便利,公司生产的【16Mn精密管】价格优惠,在同行业中拥有良好的信誉,公司经营的所有【16Mn精密管】全部符合标准。


冷拔钢管的品质把控,才可以性地开展生产制造实际操作,也是确保作业者生命的必定因素。主要用途关键于大跨距钢结构网架、工程建筑钢结构工程施工、电力工程及高压输变电工程项目、机械自动化、海底隧道、公路桥梁、(汽车站、飞机场、运动场馆钢结构工程施工)、市政管网、基本基础打桩、水煤气管道和公路建设等服务设施。
1、依据冷拔钢管焊接方法技术规范核查焊条和助焊剂的规格型号是不是恰当,避免错用焊条和助焊剂而导致电焊焊接事故。
2、对电焊焊接自然环境开展监管,当电焊焊接自然环境不太好(溫度小于0℃、空气湿度超过90%)时要采取有效对策后开展电焊焊接。
3、预焊前先检测焊缝规格,包含空隙、钝边、视角及错口等是不是合乎加工工艺规定。
4、在埋弧全自动內外电焊焊接全过程中采用的电焊焊接电流量、电焊焊接工作电压、电焊焊接速率等加工工艺主要参数是不是恰当。
5、监管电焊焊接工作人员在埋弧全自动內外电焊焊接时灵活运用冷拔钢管管端引弧板长短,內外电焊焊接时引弧板的应用率,这有利于管子端尾电焊焊接品质。
6、监管电焊焊接工作人员在焊补时是不是先将炉渣整洁、是不是已完全解决连接头,焊缝处是不是有机油、锈迹、渣、水、漆等废弃物。
冷拔钢管主要是根据支撑力减径,中空对接焊缝没有芯轴的持续冷轧而进行。
1、依据冷拔钢管焊接方法技术规范核查焊条和助焊剂的规格型号是不是恰当,避免错用焊条和助焊剂而导致电焊焊接事故。
2、对电焊焊接自然环境开展监管,当电焊焊接自然环境不太好(溫度小于0℃、空气湿度超过90%)时要采取有效对策后开展电焊焊接。
3、预焊前先检测焊缝规格,包含空隙、钝边、视角及错口等是不是合乎加工工艺规定。
4、在埋弧全自动內外电焊焊接全过程中采用的电焊焊接电流量、电焊焊接工作电压、电焊焊接速率等加工工艺主要参数是不是恰当。
5、监管电焊焊接工作人员在埋弧全自动內外电焊焊接时灵活运用冷拔钢管管端引弧板长短,內外电焊焊接时引弧板的应用率,这有利于管子端尾电焊焊接品质。
6、监管电焊焊接工作人员在焊补时是不是先将炉渣整洁、是不是已完全解决连接头,焊缝处是不是有机油、锈迹、渣、水、漆等废弃物。
冷拔钢管主要是根据支撑力减径,中空对接焊缝没有芯轴的持续冷轧而进行。



今年在四川省内江市本地购买冷拔管 42crmo精密钢管诚信经营质量保证有了新选择,精拉管业(内江市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的冷拔管 42crmo精密钢管诚信经营质量保证产品。如需购买或咨询,请随时联系我们,联系人:李涛-【17768165506】,地址:汇通国际金属物流园A121。