
更新时间:2026-01-23 19:06:53 ip归属地:湛江,天气:多云,温度:9-21 浏览次数:1 公司名称: 纵横机械制造(湛江市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 254 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
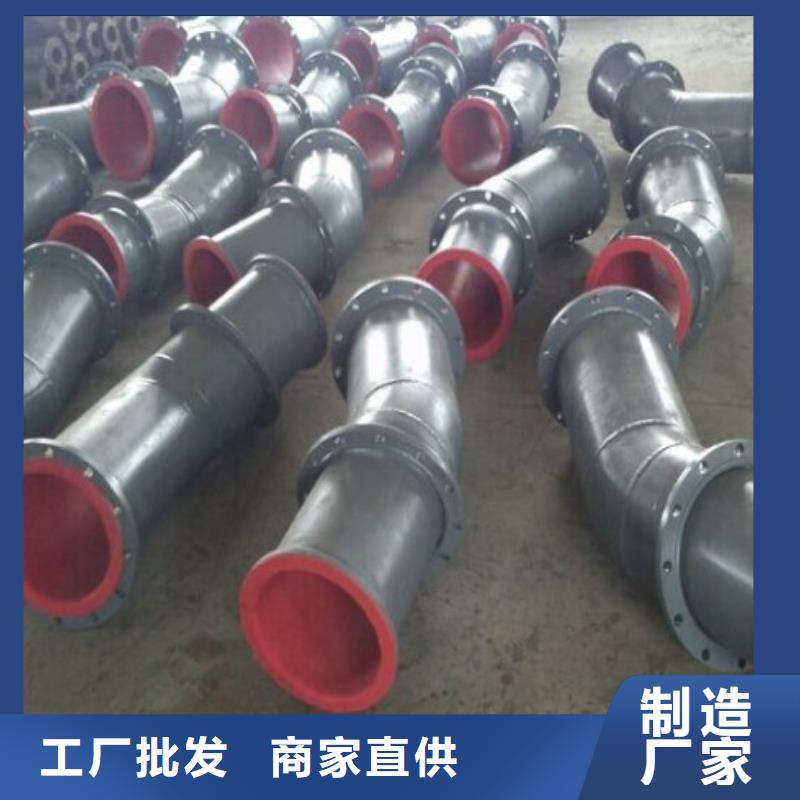
| 连接方式 | 法兰连接 |
| 范围 | 衬胶管道不锈钢衬塑管供应范围覆盖广东省、广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 赤坎区、霞山区、坡头区、麻章区、遂溪县、徐闻县、廉江市、雷州市、吴川市等区域。 |
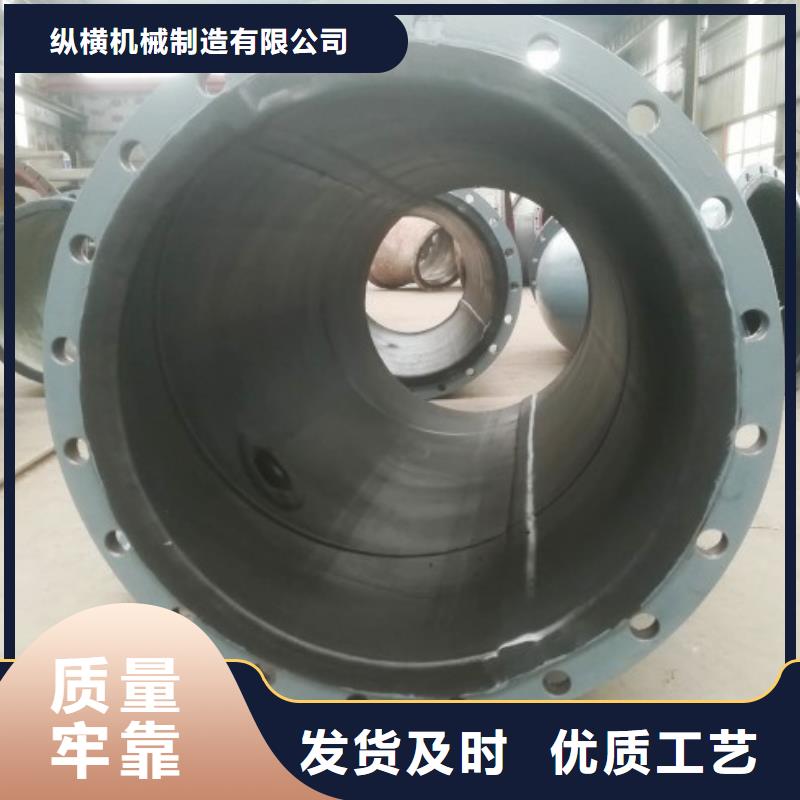

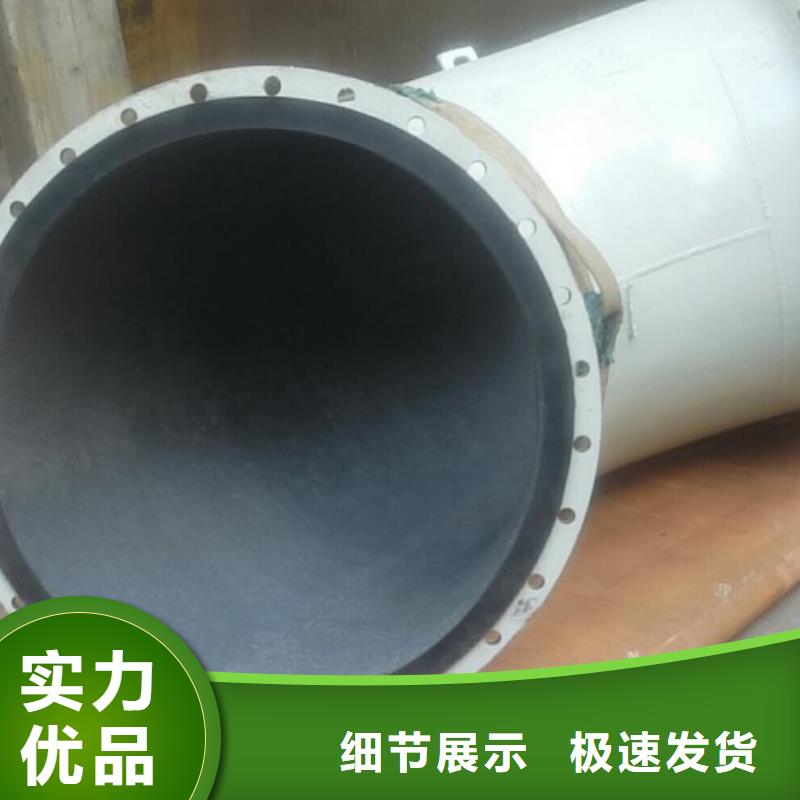



在电力行业中热电厂在生产运转过程中都会燃烧大量的煤,而煤中常常含有量的硫元素,这些硫元素经过燃烧之后会释放出大量二氧化硫,如果不加以治理,就会对环境造成巨大危害。这也是目前电力行业普遍要使用脱硫设备的主要原因。而衬胶管道在这里主要起到介质输送的作用,是电厂脱硫系统中发挥着重要作用。衬胶管道结构优良,管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,客服了钢管耐压耐磨塑料、橡胶耐磨不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比。脱硫衬胶管道可以在-50°C~+150°C的范围内长期使用,衬胶层不会因温度变化而与钢架脱开。
要掌握衬胶管道运用于什么制造行业,先要掌握衬胶管道生产工艺流程、产品特性及其优点和缺点等技术性专业知识,随后再依据自身的具体应用必须有效的挑选管路商品。历经硫化后的衬胶管道必须对两边突面开展整修,确保密封性实际效果,随后刚开始做外界无缝钢管防腐蚀解决,依据应用状况不一样应用不一样色调的防腐材料。较为后,一支高品质的衬胶管道才算生产制造进行,能够 交货客户应用。



纵横机械制造(湛江市分公司)坚持新发展理念,遵循“实事求是、守正创新、行稳致远”的工作原则,以服务经济社会发展和满足人民对美好生活的向往为发展方向,围绕政府、城市和人作文章,倾力打造纵横机械制造(湛江市分公司),发挥全产业链优势,为客户提供 不锈钢衬塑管,提供一站式综合服务。


衬胶管道的综合成本比衬陶瓷管道费用低一倍左右,可节省大量资金用于其他设备维护。在试用过程中发现,内衬复合陶瓷管道不适用于小管径的石灰石原浆液,主要是该浆液颗粒度大,磨损快,这种情况还是建议选用衬胶管道。衬胶管道长期使用之后在输送介质的长期腐蚀冲击下,有可能会出现胶皮破损或者脱落现象,二次衬胶的成本相对较高,衬陶瓷管道的使用寿命较衬胶管道长一些。
衬胶钢管不可以去现场生产。衬胶钢管生产之前都要对钢管进行焊接以及质量检验,即使现场可以满足焊接条件,但钢管焊接质量的检测无法满足,其中压力试验就无法满足;其次,衬胶钢管、衬胶罐体在衬胶之前都要进行喷砂除锈、打磨等工艺,打磨可以在现场完成,但喷砂除锈需要专门的设备以及场地,很难满足;即使解决了以上问题,衬胶钢管生产必不可少的工艺就是高温、高压硫化,这需要大型的硫化罐以及加温、加压设备,现场根本无法达到生产要求。


bjgd

衬胶管道制作流程:
1. 喷砂。经检验合格,可以进行衬胶施工的罐体,用吸入式喷砂法进行喷砂除锈。操作风压不低于0.4~0.5Mpa,所用铜渣(粒径1.5~2.5mm)干燥后才能使用。喷砂自上而下进行。喷砂操作必须连续,单台罐体必须当天喷完。罐体体不允许有漏喷现象,粗糙度达到HG32-90《橡胶衬里化工设备》中规定的SA2.5级。罐体里铜渣等各种杂质必须立即清理干净。
2. 清洗。整个罐体喷砂完工后,用毛刷刷去表面浮尘,边刷边用甲苯等溶剂清洗一遍。胶板粘接面(毛面、有细花纹)同时用甲苯等清洗一遍。
3. 涂固化剂。等溶剂挥发干(约10~20min)后,立即涂上固化剂璜时得HSD-450。固化剂薄薄、稀稀地涂上一遍。涂刷要均匀,不允许漏刷、堆积。罐体刷过固化剂,等挥发干后(约25~40min),即可涂刷胶粘剂。刷过固化剂的罐体,不得受水、潮气、溶剂等侵害和污染,应在10h内涂完胶粘剂,多不能超过24h。
4. 胶粘剂的配制。固化剂的重要百分比为4%~5%。每次称取璜时得LDJ-246胶粘剂2.4kg,加入HSD-450固化剂一小瓶100g,边倒边用刷子搅拌均匀。用刷子沾胶粘剂感觉一下,一提取即往下流、不堆积则正好。若粘度大,可加入甲苯稀释。配制的胶粘剂必须在4h内用完。
5. 胶板下料。先照罐体下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为厚度的3~3.5倍,坡口处用于提砂轮机打磨。粘合面应保持清洁,不干净处用甲苯清洗。
6. 涂胶粘剂。在钢板、胶板粘接面(毛面、有细花纹)各均匀地涂刷两遍,不得有堆积、漏刷现象。等胶粘剂挥发达“触干”(用于指粘试,溶剂挥发干但仍有粘性,约20~40min),即可粘贴胶板。涂过胶粘剂的钢板、胶板,一定要在60min内粘贴完。
7. 衬贴胶板。胶板粘面往钢板上贴覆,粘贴后,用压辊滚压,压实压紧,用橡皮锤轻轻振打。坡口搭接方向顺液体搅拌流动方向(顺时针方向)。胶板不得起皱或受力变薄。补贴顺序:顶→罐体四壁→底部。罐体刷过固化剂,等挥发干后(约25~40min),即可涂刷胶粘剂。顶、四壁衬胶完毕、检验合格后,方可拆除脚手架进行底部衬胶。
8. 修补、检验和保养。胶板衬贴后,进行检查。若衬胶损坏,必须将胶板割除,用丙酮将修整面清洗,然后重衬。凡有气泡的地方,要从接口处拉开放气,然后重新刷胶贴合。单台罐体衬胶完工后,必须至少停放240h后,才能投入生产使用。
9. 结束语
冷法耐磨橡胶衬里可在现场施工,受衬设备不需运输,对保护设备壳体,延长设备寿命,防酸、防腐、防磨,密封防泄等起到积极作用。在多项工程案例中证实,冷法橡胶衬里未出现脱胶、翘边、起鼓、开裂、磨通等不良现象,获得成功。因此,冷法耐磨橡胶衬里非常值得在有色、黑色矿山、化工、冶金、煤炭、建材、化肥等行业应用。


