


别再等待了,仅仅一分钟,就能通过我们的弯管_H型钢拉弯厂家严选好货产品视频探索到无数令人心动的细节和亮点。
以下是:百色凌云弯管_H型钢拉弯厂家严选好货的图文介绍



全自动弯管机的尺寸大小的选型区别 全自动弯管机的价格是按照弯管机型号、编号的种类大小来区分的,根据实际弯管的外径尺寸要求选择相应的液力弯管机型号编号,使弯管机型号编号和实际价格更为准确。 全自动弯管机制造商对于各种液压弯曲机械有非常详细的产品区分,能满足用户实际使用需求,液压弯曲机械的选择其实很重要,有明确的液压弯曲机械型号号选择我们知道液压弯曲机械的价格。 全自动弯管机的型号也是根据管材的外径来区别的,如DW38NC液压弯管机较大弯管外径为38MM,这里所说的较大管材外径尺寸也是有管材材质要求的,一般用碳钢、圆管来表示。而且弯不锈钢管或者方管,弯管机型号选择稍微大一点的型号比较合适,避免弯管机型号号太小而不能弯曲。 了解了如何区别全自动弯管机的型号后,可以根据自己的管材外径尺寸来选择弯管机,这样就可以根据全自动弯管机的型号来找出价格,以便更清楚地选择哪种全自动弯管机。



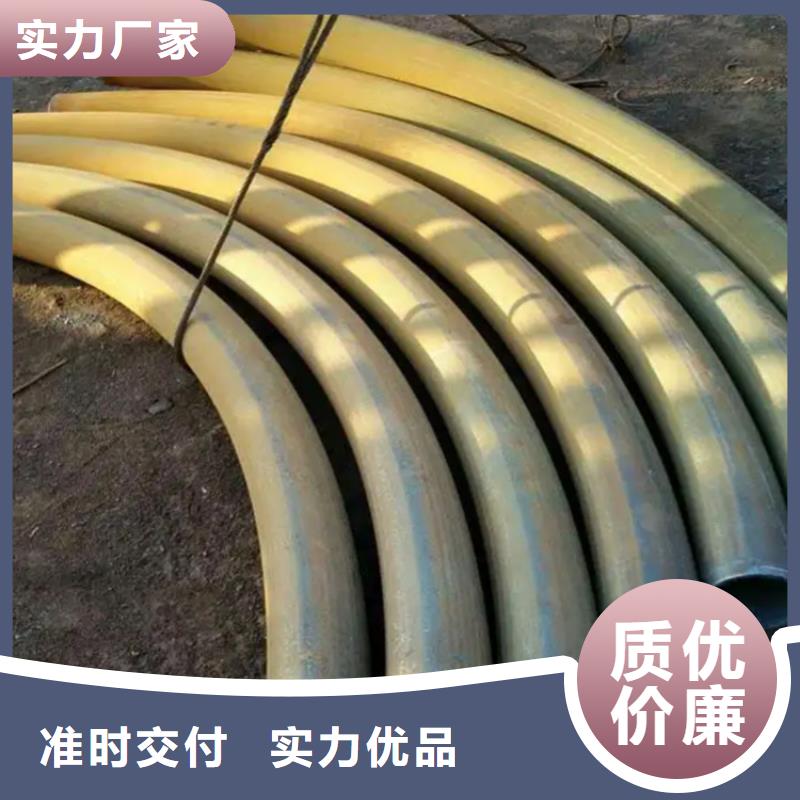
弯管机弯制原理 弯管机进行弯管的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时, 中性层外侧管壁受拉应力盯l作用,管壁变薄;中性层内侧管壁受拉应力仃1作用,管壁变厚。而且横截面的形状由于受合力 F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 弯管的变形程度,取决于相对弯曲半径R囝和相对厚度t/D数值的大小、R巾和t/D值越小,表示变形程度越大。为保证管 件成形质量,必须控制变形程度在许可范围内,弯管弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的 使用要求。管件的成形极限应包含以下几个内容: (1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂; (2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱; (3)如果管件有椭圆度的要求时,控制其断面产生畸变; (4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。


航萧管件(百色市凌云县分公司)位于经济开发区崂山路物流院内。本公司是一家专业开发设计生产 中频弯管。本公司严把质量关紧紧盯住市场发展的前景,对任何影响质量和企业的各种因素实行跟踪和排除,使产品质量稳重上升,新产品种类不断增加,市场占有率逐步扩大。公司严格遵循质量可靠、客户至上、以人为本的方针目标,建立了完整的售后服务体系,全力为客户提供贴心的服务,充分保证了每位客户无后顾之忧,并积j i发展了以客户为导向的研发工作,保证了每位客户的需求。我们遵循合作、和谐、发展、双赢的原则,与全国供应商建立了深厚的友谊和良好的合作关系,在风云变幻的市场经济大潮中共谋发展;我们坚持诚信、品牌、服务、创新的经营理念,在激烈竞争的农化市场中共铸品牌塑造和谐营销,建立双赢的战略合作伙伴关系。



高弯管形状决定了弯管生产困难。锻造方法:使用锻机将被淘汰管端或部门,减少直径,常用的类型与旋转锻压机,连杆式、辊式。冲压的方法:用锥形穿孔管的核心终扩大到所需的大小和形状。辊方法:放置在管芯,周边与轮式推动,用于圆形边缘处理。轧制方法:一般不需要轴,适用于厚壁管在圆形的边缘。形成方法:常用的有三种方法,一种方法称为拉伸方法,另一种方法叫做冲压方法,第三是辊方法我们知道的更多,有三个或四个辊,辊、调整辊,两个固定调整固定辊距离,完成管道弯曲。该方法的广泛应用,如果生产螺旋管,曲率可以增加。不断膨胀的方法:一个是放置在管橡胶、穿孔、压缩、膨胀管形成。 高弯管形状决定了弯管加工生产困难,其中困难的对称点三通高弯曲管生产是需要技术含量的,高生产弯管的基础上,我们看到我们的制造商生产过程严格坚持选择的钢坯,钢坯加热维持一个恒定的温度,给我们高弯曲管带来了严格的质量保证。在这样一个严格的保证,确保我们高弯曲管管道建设项目的他应该扮演一个角色,可以确保本厂管道施工质量的办法。