


联系我们

数控钢筋锯切生产线生产基地
更新时间:2026-03-15 12:11:52 ip归属地:曲靖,天气:小雨,温度:10-17 浏览次数:1 公司名称: 建贸机械钢筋切断加工设备(曲靖市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 18000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 小起订 | 1 |
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMGSX-500 |
| 发货城市 | 长葛 |
| 产品产地 | 河南 |
| 可售卖地 | 全国 |
| 型号 | GB4240 |
| 功率 | 4kw |
| 名称 | 金属带锯床 |
| 材质 | 金属 |
| 品牌 | 河南建贸机械 |
| 范围 | 数控钢筋锯切生产线生产基地供应范围覆盖云南省、昆明市、玉溪市、丽江市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市 麒麟区、马龙区、陆良县、师宗县、罗平县、富源县、会泽县、沾益区、宣威市等区域。 |




振 动 1、 进给速度不当
2、 齿型选择不当
3、 张力调整不当
4、 工件未夹紧
5、 液压系统不稳定
6、 切削速度过大
7、 锯刃磨耗过大 1、 调整进给速度
2、 根据工件大小,几何形状选齿
3、 调节张力
4、 夹紧工件
5、 检验维修液压系统
6、 将切削速度调整正确
7、 换成高级锯刃的带锯条
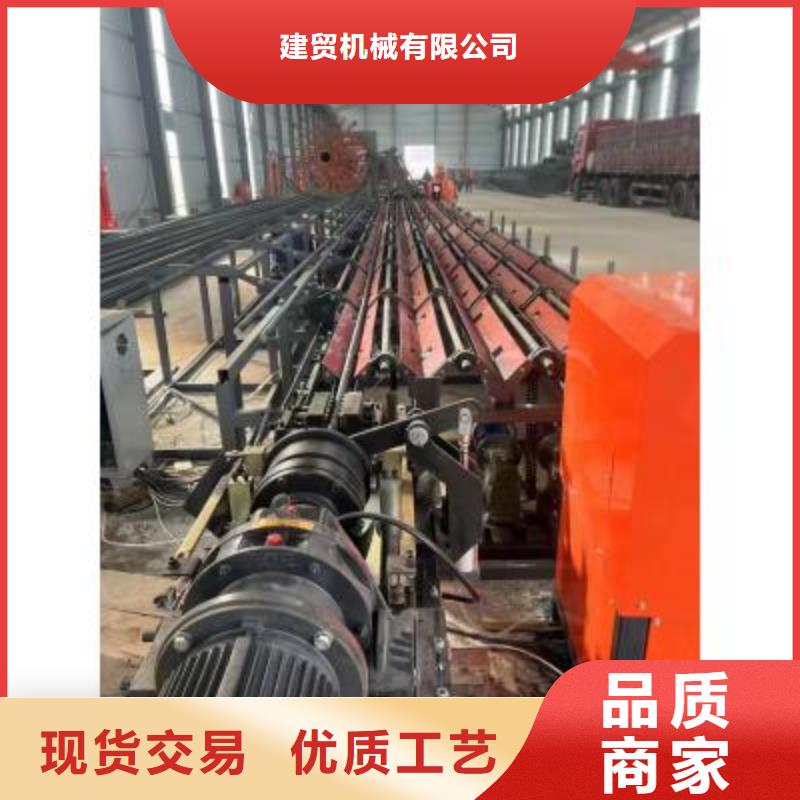
全自动数控带锯床
1.数控带锯床系列适用于大批量同规格材料锯切,设备切断速度快、、稳定、节能、节材。可配备小料成束装夹装置。
2.设备具有手动、全自动和急停功能,液压进给工作,无级调速,液压夹紧工作,自动停机,断带停机保护装置。
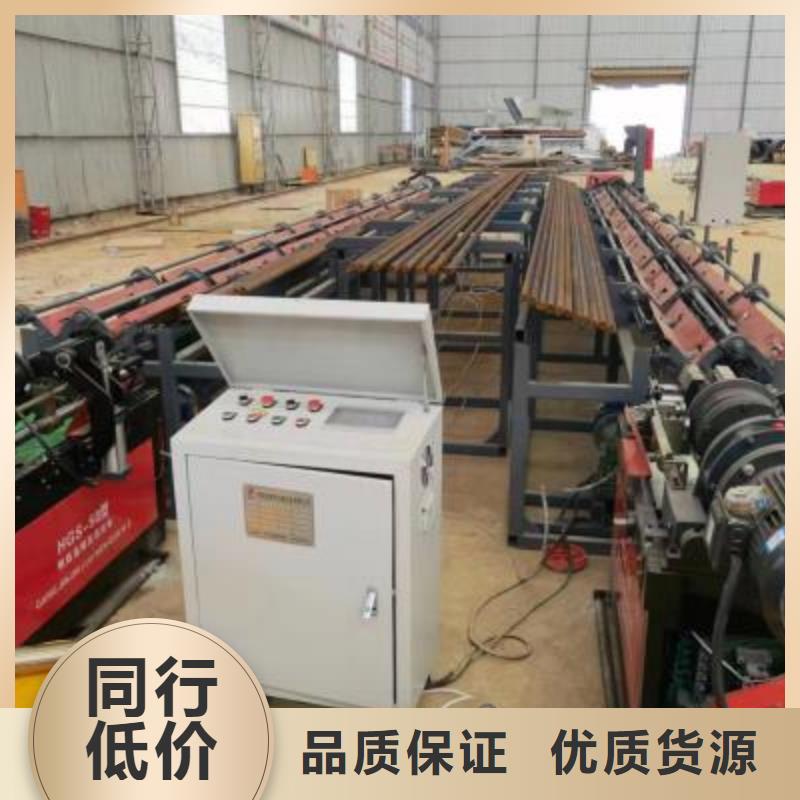
3. 人机界面取代传统控制面板功能,数字设定,指示灯等,随时显示系统状态,操作指示,参数设定;所有设定全部可以在人机界面对话框完成,所有息中文显示,操作极为简便。
4. PLC可编程控制器,设定锯切全过程的自动程序。
5.送料长度采用光栅尺控制,送料长度误差<0.2mm;可一次设置五组锯切参数。
6.可根据客户要求增加带转角功能。

打齿、断齿 1、工件小而锯齿太大
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整
河南建贸机械有限公司钢筋带锯床下料锯床型号
液压传动系统由泵,阀,油缸,油箱,管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱,控制箱,接线盒,行程开关,电磁铁等组成的控制回路,用来控制锯条的回转,锯梁的升降,工件的等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴,蜗轮箱,主动轴承座,蜗杆轴承,升降油缸上下轴,活动虎钳滑动面丝杆)要求加油。蜗轮箱内的蜗轮,蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上,下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。
· 液压控制锯切进给速度,无级可调。
· 液压控制导向块结构钳口双向夹紧,手动或液压夹紧。
· 小量可成束锯切,生产效率高。
· 带锯条采用滚动轴承和硬质合金导向,延长锯条的寿命。
的参数有哪些?我们来看一下。
1、主要技术参数
1.1 锯切范围:圆料○ Φ300mm 方料□(宽×高) 400×300(mm)
1.2 锯带速度:24 36 45 54 75
1.3 锯带尺寸:长度选用4115(3950)mm,宽度选用34mm,锯带厚度不得超过1.1mm。
1.4 电机:电机总功率4.0 KW
1.5 装卡方便,灵活可靠。
曲靖数控钢筋锯切生产线生产基地
